一种飞机梁类零件数控铣削夹具的制作方法
本技术涉及航空梁类结构件加工,具体涉及一种飞机梁类零件数控铣削夹具。
背景技术:
1、飞机机体主要由内部骨架和表面蒙皮组成,内部骨架主要包括框、梁、肋、长桁等多种类型的结构件,而存在自由曲面多、薄壁、刚性差、形位精度高等特征的肋类零件占了其中很大一部分比例。由于整体设计性能的需要,越来越多肋类零件广泛应用于各类飞机典型零件的结构设计中。由于需要对零件重量进行严格控制,许多缘条结构的肋类零件设计得非常小,大大超出传统飞机零件的结构壁厚,属于弱刚性结构,这就给数控铣削加工带来很大的困难。夹具安装座
2、由于其结构的特殊性,一般都要设计专用数控铣削夹具来保证肋类零件的高效、高质量加工。现有数控铣削夹具结构复杂,装夹、找正零件不便,严重依赖操作人员技能水平,操作步骤繁多,装夹过程耗时长,夹具对工件的支撑不足导致故障件时有发生,严重制约加工效率。
技术实现思路
1、本实用新型的目的在于提供一种飞机梁类零件数控铣削夹具,以解决现有技术中的找正困难、支撑能力差和操作复杂的技术问题。
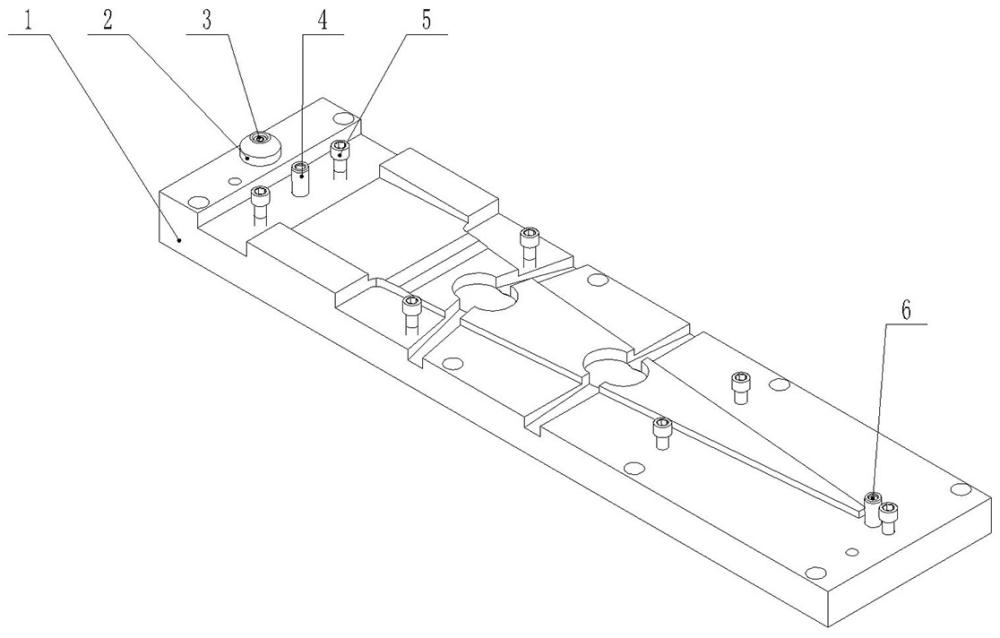
2、为实现上述目的,本实用新型提供了一种飞机梁类零件数控铣削夹具,包括安装座,所述安装座的上表面开设出排水结构和曲面定位结构,安装座的一侧安装有刀具校验台,安装座沿着轴向开设出曲面定位结构,曲面定位结构为锥形结构,曲面定位结构的大径端设置在靠近刀具校验台的一侧,安装座的曲面结构上开设出横向的排水结构。
3、进一步的,安装座上安装工件,工件为锥状结构,工件沿对称轴的在两端开设出调节孔一和调节孔二,调节孔一位于工件底部,调节孔二位于工件的顶部,工件的侧边开设有多个上定位孔。
4、进一步的,安装座靠近刀具校验台的一侧为底部,安装座远离刀具校验台的一侧为顶部,安装座的顶部设置有用于刀具校验台安装的工作台,工作台上开设有中心定位孔和螺纹孔一,中心定位孔和螺纹孔一同轴设置,螺纹孔一位于中心定位孔的下端。
5、进一步的,刀具校验台为多阶圆柱状结构,刀具校验台的中心位置开设有沉台孔,刀具校验台的周向位置开设出台阶状结构,台阶状结构设置有定位台和中心限位台,定位台的外径大于中心限位台的外径,定位台的底面与工作台的表面进行抵接,中心限位台安装在中心定位孔内,刀具校验台的沉台孔内安装校验台紧定螺钉,校验台紧定螺钉的螺纹处与工作台的螺纹孔一进行螺纹连接。
6、进一步的,曲面定位结构由第一曲面、第二曲面和第三曲面构成,第一曲面、第二曲面和第三曲面的径向宽度依次减小,第一曲面和第二曲面的连接处开设有第一深腔,第二曲面和第三曲面的连接处开设有第二深腔。
7、进一步的,排水结构由第一排水槽、第二排水槽、第三排水槽和第四排水槽构成,第一排水槽和第二排水槽与第一深腔进行连通,第三排水槽和第四排水槽与第二深腔进行连通,所述排水结构为倾斜设置,排水结构与第一深腔和第二深腔连接处的高度高于排水结构与安装座外壁贯通处的高度。
8、进一步的,安装座的第一曲面与工作台之间的位置开设有定位销孔一,安装座靠近第三曲面的一侧开设有定位销孔二,定位销孔一与工件的调节孔一轴向对齐,定位销孔一与调节孔一通过圆柱销一进行连接,定位销孔二与工件的调节孔二轴向对齐,定位销孔二与调节孔二通过圆柱销二进行连接。
9、进一步的,所述安装座上沿曲面定位结构的轮廓外均布设有多个下定位孔,下定位孔(25)与工件开设的上定位孔轴向对齐,下定位孔与上定位孔之间通过紧定螺钉进行连接,安装座沿曲面定位结构的轮廓外设置有中心孔一和中心孔二,安装座的两侧边还开设有多个螺纹孔二。
10、基于上述技术方案,本实用新型可以产生如下有益效果:
11、(1)本实用新型提供的一种飞机梁类零件数控铣削夹具,夹具的安装座通过中心孔一与中心孔二两圆心与机床主轴拉直找正,通过沉台孔使用螺钉将夹具与机床固定,可现实夹具的快速安装,夹具的零件数量少,结构简单,容易安装和拆卸,使用方便。
12、(2)本实用新型提供的一种飞机梁类零件数控铣削夹具,产品上制有与安装座上定位销孔一与定位销孔二对应的两处中心孔,使用圆柱销一、圆柱销二可实现产品在安装座上的定位,进而使用7处紧定螺钉将产品压紧在安装座上,即实现了产品的装夹及找正。在实际操作中,将产品加工坐标系设置在安装座上,使用塞尺检查产品与安装座上第一曲面、第二曲面、第三曲面之间的间隙,若符合工艺要求,即可进行产品的加工,基本不需要人工干预,操作简单,多操作人员要求底,极大的减少了产品的装夹、找正、设坐标系原点的时间。
13、(3)本实用新型提供的一种飞机梁类零件数控铣削夹具,夹具上设置有可更换的刀具校验台,nc程序起始段为将刀具底面、侧刃分别在刀具校验台顶面和侧面移动,当操作工使用能造成产品过切的刀具时,刀具会切削刀具校验台顶面或侧面,操作工很容易发现并及时更换正确的刀具。刀具校验台2失效以后可更换,避免了安装座因为刀具校验台的失效而不能使用。刀具校验台的使用,可避免产品因为刀具使用错误造成报废的质量风险。
技术特征:
1.一种飞机梁类零件数控铣削夹具,其特征在于,包括安装座(1),所述安装座(1)的上表面开设出排水结构和曲面定位结构,安装座(1)的一侧安装有刀具校验台(2),安装座(1)沿着轴向开设出曲面定位结构,曲面定位结构为锥形结构,曲面定位结构的大径端设置在靠近刀具校验台(2)的一侧,安装座(1)的曲面结构上开设出横向的排水结构。
2.根据权利要求1所述的一种飞机梁类零件数控铣削夹具,其特征在于,所述安装座(1)上安装工件,工件为锥状结构,工件沿对称轴的在两端开设出调节孔一(7)和调节孔二(8),调节孔一(7)位于工件底部,调节孔二(8)位于工件的顶部,工件的侧边开设有多个上定位孔(24)。
3.根据权利要求1所述的一种飞机梁类零件数控铣削夹具,其特征在于,所述安装座(1)靠近刀具校验台(2)的一侧为底部,安装座(1)远离刀具校验台(2)的一侧为顶部,安装座(1)的顶部设置有用于刀具校验台(2)安装的工作台(29),工作台(29)上开设有中心定位孔(21)和螺纹孔一(26),中心定位孔(21)和螺纹孔一(26)同轴设置,螺纹孔一(26)位于中心定位孔(21)的下端。
4.根据权利要求1所述的一种飞机梁类零件数控铣削夹具,其特征在于,所述刀具校验台(2)为多阶圆柱状结构,刀具校验台(2)的中心位置开设有沉台孔(27),刀具校验台(2)的周向位置开设出台阶状结构,台阶状结构设置有定位台(28)和中心限位台(30),定位台(28)的外径大于中心限位台(30)的外径,定位台(28)的底面与工作台(29)的表面进行抵接,中心限位台(30)安装在中心定位孔(21)内,刀具校验台(2)的沉台孔(27)内安装校验台紧定螺钉(3),校验台紧定螺钉(3)的螺纹处与工作台(29)的螺纹孔一(26)进行螺纹连接。
5.根据权利要求1所述的一种飞机梁类零件数控铣削夹具,其特征在于,所述曲面定位结构由第一曲面(18)、第二曲面(19)和第三曲面(20)构成,第一曲面(18)、第二曲面(19)和第三曲面(20)的径向宽度依次减小,第一曲面(18)和第二曲面(19)的连接处开设有第一深腔(12),第二曲面(19)和第三曲面(20)的连接处开设有第二深腔(15)。
6.根据权利要求1所述的一种飞机梁类零件数控铣削夹具,其特征在于,所述排水结构由第一排水槽(13)、第二排水槽(14)、第三排水槽(16)和第四排水槽(17)构成,第一排水槽(13)和第二排水槽(14)与第一深腔(12)进行连通,第三排水槽(16)和第四排水槽(17)与第二深腔(15)进行连通,所述排水结构为倾斜设置,排水结构与第一深腔(12)和第二深腔(15)连接处的高度高于排水结构与安装座(1)外壁贯通处的高度。
7.根据权利要求1所述的一种飞机梁类零件数控铣削夹具,其特征在于,所述安装座(1)的第一曲面(18)与工作台(29)之间的位置开设有定位销孔一(22),安装座(1)靠近第三曲面(20)的一侧开设有定位销孔二(23),定位销孔一(22)与工件的调节孔一(7)轴向对齐,定位销孔一(22)与调节孔一(7)通过圆柱销一(4)进行连接,定位销孔二(23)与工件的调节孔二(8)轴向对齐,定位销孔二(23)与调节孔二(8)通过圆柱销二(6)进行连接。
8.根据权利要求1所述的一种飞机梁类零件数控铣削夹具,其特征在于,所述安装座(1)上沿曲面定位结构的轮廓外均布设有多个下定位孔(25),下定位孔(25)与工件开设的上定位孔(24)轴向对齐,下定位孔(25)与上定位孔(24)之间通过紧定螺钉(5)进行连接,安装座(1)沿曲面定位结构的轮廓外设置有中心孔一(10)和中心孔二(11),安装座(1)的两侧边还开设有多个螺纹孔二(9)。
技术总结
本技术公开了一种飞机梁类零件数控铣削夹具,包括安装座,所述安装座的上表面开设出排水结构和曲面定位结构,安装座的一侧安装有刀具校验台,安装座沿着轴向开设出曲面定位结构,曲面定位结构为锥形结构,曲面定位结构的大径端设置在靠近刀具校验台的一侧,安装座的曲面结构上开设出横向的排水结构。本技术通过飞机梁类零件数控铣削夹具解决了现有技术中的找正困难、支撑能力差和操作复杂的技术问题。
技术研发人员:吴金全,何显洋,易海波,李萧原,刘阳,刘光辉
受保护的技术使用者:成都航新航空装备科技有限公司
技术研发日:20230707
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!