一种自动油管接头组装设备的制作方法
本技术涉及油管接头组装设备,尤其涉及一种自动油管接头组装设备。
背景技术:
1、油管在加工生产过程中,需要对油管和接头进行组装,现有技术中其组装需要分步进行,每个工站一台设备需一个操作员,需要三个工站,成本浪费,工作效率和组装精度均较低,且在组装时,由于激光有辐射,对靠近的人员有辐射危害,不能满足使用需求,综合上述情况,因此我们提出了一种自动油管接头组装设备。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种自动油管接头组装设备。
2、为了实现上述目的,本实用新型采用了如下技术方案:
3、一种自动油管接头组装设备,包括机座,所述机座的顶部固定安装有u形支撑架,所述机座的顶部和u形支撑架的顶部内壁之间从左到右依次安装有取料夹爪移载模组、预组装接头取放料模组和铆接模组,预组装接头取放料模组和铆接模组的结构相同,机座的右侧放置有顶部为开口设置的收料盒,机座的顶部传动安装有供料带,供料带用于对油管进行输送,供料带的左侧延伸至机座的左侧,供料带的前侧和机座的左侧设有同一个控制机构,控制机构与取料夹爪移载模组、预组装接头取放料模组和铆接模组电性连接,控制机构用于对取料夹爪移载模组、预组装接头取放料模组和铆接模组进行自动控制,其控制的原理为现有的技术,具体不做阐述,机座的前侧从左到到右依次安装有镭雕切割机、供料机构和铆接设备,镭雕切割机用于镭雕作业,供料机构用于提供接头,铆接设备用于实现油管和接头的铆接作业,镭雕切割机、供料机构和铆接设备分别位于取料夹爪移载模组、预组装接头取放料模组和铆接模组的前侧并相配合。
4、优选的,所述取料夹爪移载模组包括固定安装在u形支撑架顶部内壁上的第一x向移载电缸,第一x向移载电缸的滑动端固定安装有第一z向伸缩气缸,第一z向伸缩气缸的移动端固定连接有第一滑动板,第一滑动板的底部固定安装有两个第一y向移载电缸,第一y向移载电缸的滑动端固定安装有第一伸缩气缸和两个第一夹爪气缸,第一伸缩气缸位于对应的两个第一夹爪气缸之间,通过第一x向移载电缸、第一z向伸缩气缸和第一y向移载电缸相配合用于驱动第一夹爪气缸位置移动,第一伸缩气缸的输出轴底端固定安装有旋转电机,旋转电机的输出轴左端固定连接有橡胶滚轮,第一伸缩气缸用于驱动旋转电机和橡胶滚轮竖向移动。
5、优选的,所述预组装接头取放料模组包括固定安装在u形支撑架顶部内壁上的第二x向移载电缸,第二x向移载电缸的滑动端固定连接有第二z向伸缩气缸,第二z向伸缩气缸的输出轴底端固定连接有第二滑动板,第二滑动板的底部固定安装有两个第二y向移载电缸,第二y向移载电缸的滑动端固定连接有两个第二夹爪气缸,其中第二x向移载电缸、第二z向伸缩气缸和第二y向移载电缸相配合,用于驱动第二夹爪气缸位置移动。
6、优选的,所述控制机构包括设置在供料带前侧的控制台座,控制台座的顶部固定安装有控制器,控制器与第一x向移载电缸、第一z向伸缩气缸、第一y向移载电缸、第一夹爪气缸、第一伸缩气缸、旋转电机、第二x向移载电缸、第二z向伸缩气缸、第二y向移载电缸和第二夹爪气缸电性连接。
7、优选的,所述供料机构包括位于机座前侧的第一支撑台,第一支撑台的顶部安装有接头供料盘、接头定位块和定位夹爪,接头定位块用于对接头进行定位,接头供料盘用于供料。
8、优选的,所述铆接设备包括设备支撑台,设备支撑台的顶部固定安装有气压缸和气缸,气压缸的输出轴端部固定连接有铆接头,铆接头位于气缸的前侧,气缸的输出轴左端固定连接有固定块,固定块和气缸相配合,用于对油管进行定位,气压缸用于驱动铆接头位置移动。
9、优选的,所述机座的底部四角均转动安装有带锁万向轮。
10、与现有的技术相比,本实用新型的有益效果是:
11、通过供料带的设置,用于对油管进行输送;
12、通过控制机构、取料夹爪移载模组、预组装接头取放料模组和铆接模组相配合,能够自动抓取油管移动,且配合镭雕切割机、供料机构和铆接设备,能够自动完成油管的镭雕、预组装和铆接,从而实现油管和接头的组装作业;
13、本实用新型通过一系列结构的设置,只需上料后启动设备,即可会自动完成油管与接头的组装,实现油管和接头的自动化组装,避免人工浪费,提高工作效率和组装精度,降低人员被激光辐射的风险。
技术特征:
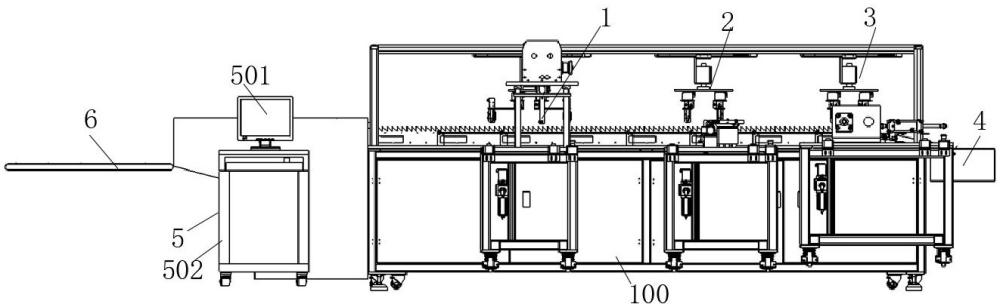
1.一种自动油管接头组装设备,包括机座(100),所述机座(100)的顶部固定安装有u形支撑架,其特征在于,所述机座(100)的顶部和u形支撑架的顶部内壁之间从左到右依次安装有取料夹爪移载模组(1)、预组装接头取放料模组(2)和铆接模组(3),预组装接头取放料模组(2)和铆接模组(3)的结构相同,机座(100)的右侧放置有顶部为开口设置的收料盒(4),机座(100)的顶部传动安装有供料带(6),供料带(6)的左侧延伸至机座(100)的左侧,供料带(6)的前侧和机座(100)的左侧设有同一个控制机构(5),控制机构(5)与取料夹爪移载模组(1)、预组装接头取放料模组(2)和铆接模组(3)电性连接,机座(100)的前侧从左到到右依次安装有镭雕切割机(7)、供料机构(8)和铆接设备(9),镭雕切割机(7)、供料机构(8)和铆接设备(9)分别位于取料夹爪移载模组(1)、预组装接头取放料模组(2)和铆接模组(3)的前侧并相配合。
2.根据权利要求1所述的一种自动油管接头组装设备,其特征在于,所述取料夹爪移载模组(1)包括固定安装在u形支撑架顶部内壁上的第一x向移载电缸(101),第一x向移载电缸(101)的滑动端固定安装有第一z向伸缩气缸(102),第一z向伸缩气缸(102)的移动端固定连接有第一滑动板(108),第一滑动板(108)的底部固定安装有两个第一y向移载电缸(103),第一y向移载电缸(103)的滑动端固定安装有第一伸缩气缸(105)和两个第一夹爪气缸(104),第一伸缩气缸(105)位于对应的两个第一夹爪气缸(104)之间,第一伸缩气缸(105)的输出轴底端固定安装有旋转电机(106),旋转电机(106)的输出轴左端固定连接有橡胶滚轮(107)。
3.根据权利要求2所述的一种自动油管接头组装设备,其特征在于,所述预组装接头取放料模组(2)包括固定安装在u形支撑架顶部内壁上的第二x向移载电缸(201),第二x向移载电缸(201)的滑动端固定连接有第二z向伸缩气缸(202),第二z向伸缩气缸(202)的输出轴底端固定连接有第二滑动板(205),第二滑动板(205)的底部固定安装有两个第二y向移载电缸(203),第二y向移载电缸(203)的滑动端固定连接有两个第二夹爪气缸(204)。
4.根据权利要求3所述的一种自动油管接头组装设备,其特征在于,所述控制机构(5)包括设置在供料带(6)前侧的控制台座(502),控制台座(502)的顶部固定安装有控制器(501),控制器(501)与第一x向移载电缸(101)、第一z向伸缩气缸(102)、第一y向移载电缸(103)、第一夹爪气缸(104)、第一伸缩气缸(105)、旋转电机(106)、第二x向移载电缸(201)、第二z向伸缩气缸(202)、第二y向移载电缸(203)和第二夹爪气缸(204)电性连接。
5.根据权利要求1所述的一种自动油管接头组装设备,其特征在于,所述供料机构(8)包括位于机座(100)前侧的第一支撑台(803),第一支撑台(803)的顶部安装有接头供料盘(801)、接头定位块(802)和定位夹爪。
6.根据权利要求1所述的一种自动油管接头组装设备,其特征在于,所述铆接设备(9)包括设备支撑台(901),设备支撑台(901)的顶部固定安装有气压缸(902)和气缸(905),气压缸(902)的输出轴端部固定连接有铆接头(903),铆接头(903)位于气缸(905)的前侧,气缸(905)的输出轴左端固定连接有固定块(904)。
7.根据权利要求1所述的一种自动油管接头组装设备,其特征在于,所述机座(100)的底部四角均转动安装有带锁万向轮。
技术总结
本技术公开了一种自动油管接头组装设备,包括机座,所述机座的顶部固定安装有U形支撑架,所述机座的顶部和U形支撑架的顶部内壁之间从左到右依次安装有取料夹爪移载模组、预组装接头取放料模组和铆接模组,预组装接头取放料模组和铆接模组的结构相同,机座的右侧放置有顶部为开口设置的收料盒,机座的顶部传动安装有供料带,供料带用于对油管进行输送,供料带的左侧延伸至机座的左侧,供料带的前侧和机座的左侧设有同一个控制机构。本技术通过一系列结构的设置,只需上料后启动设备,即可会自动完成油管与接头的组装,实现油管和接头的自动化组装,避免人工浪费,提高工作效率和组装精度,降低人员被激光辐射的风险。
技术研发人员:孙素军,陈安
受保护的技术使用者:苏州戴米克自动化科技有限公司
技术研发日:20230713
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!