均热片冲压成型模具的制作方法
本技术涉及模具切断结构,具体涉及均热片冲压成型模具。
背景技术:
1、均热片应用于电器中的易发热电子元件散热的装置,如电脑中cpu中央处理器要使用相当大的均热片,包括工业控制领域、网络应用、消费类电子产品、服务器、工作站、成像设备等都需要使用均热片。
2、均热片在使用中要在电子元件与均热片接触面涂上一层导热硅脂,使元器件发出的热量更有效地传导到均热片上,再经均热片散发到周围空气中去。
3、现有技术中公开了一个公开号为cn205217790u的专利,该方案包括上模和下模,上模由上至下依次包括上盖板、上模座、上垫板、上固定板、止挡板以及脱料板,上盖板、上模座、上垫板、上固定板紧密叠合,止挡板和脱料板紧密叠合后通过一导杆连接于上固定板的下方,下模由上至下包括紧密叠合的下模板、下垫板和下模座,下模板上对应所述导杆的位置上设有导向孔,下模板和脱料板之间设有送料带,下模板沿着送料带的方向上以统一步距的方式依次设有复数个工位。
4、包括上述专利在内的现有装置随着生产使用,逐渐暴露出了该技术的不足之处,主要表现以下方面:
5、现有的成型模具无法实现对基材进行依序加工成型多个均热片,降低了均热片的冲压成型效率。
6、综上可知,现有技术在实际使用上显然存在不便与缺陷,所以有必要加以改进。
技术实现思路
1、针对现有技术中的缺陷,本实用新型提供均热片冲压成型模具,用以解决传统技术中的成型模具无法实现对基材进行依序加工成型多个均热片,降低了均热片的冲压成型效率的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
3、均热片冲压成型模具,包括由上到下并列设置的脱料板以及下模板,并通过所述脱料板与所述下模板之间的区域均热片成型区域,所述均热片成型区域沿基材进给方向依次设有预冲孔冲头、胚料裁切冲头、一次斜面挤压冲头、二次斜面挤压冲头、麻点成型冲头、整形冲头以及精切冲头。
4、作为一种优化的方案,所述下模板上沿基材进给方向并列设有若干个浮升销。
5、作为一种优化的方案,所述脱料板的上方由下到上依次设有止挡板、上夹板、上垫板以及上模座。
6、作为一种优化的方案,所述下模板的下方由上到下依次设有下垫板以及下模座。
7、作为一种优化的方案,所述预冲孔冲头固定设置于所述脱料板的下表面上。
8、作为一种优化的方案,所述胚料裁切冲头固定设置于所述脱料板的下表面上。
9、作为一种优化的方案,所述麻点成型冲头固定于所述上夹板上,所述麻点成型冲头的下端部穿过所述止挡板以及脱料板。
10、作为一种优化的方案,所述一次斜面挤压冲头固定于所述上夹板上,所述一次斜面挤压冲头的下端部穿过所述止挡板以及脱料板。
11、作为一种优化的方案,所述二次斜面挤压冲头固定于所述上夹板上,所述二次斜面挤压冲头的下端部穿过所述止挡板以及脱料板。
12、作为一种优化的方案,所述整形冲头固定于所述上夹板上,所述整形冲头的下端部穿过所述止挡板以及脱料板。
13、作为一种优化的方案,所述精切冲头固定于所述上夹板上,所述精切冲头的下端部穿过所述止挡板以及脱料板。
14、作为一种优化的方案,所述下模板上固定有与所述精切冲头相匹配的精切凹模。
15、与现有技术相比,本发明实用新型的有益效果是:
16、将成型基材穿过浮升销,顺送到模具内,模具在冲压机床的作用下,带动上模具进行开合,将上模与下模其之间的成型基材进行完成各步骤等成型动作;
17、通过该装置实现将基材进行依序冲压成型,直至完成均热片的成型下料工作,方便快捷,大大的提高了均热片的冲压成型效率;
18、制造成本低廉,维护方便;设计合理,结构间配合精密;方便快捷;提高工作过程中的稳定性;部件少,工序简便,且故障率低;结构简单,使用寿命长;操作控制简便,易于大规模制造与安装,应用范围广。
技术特征:
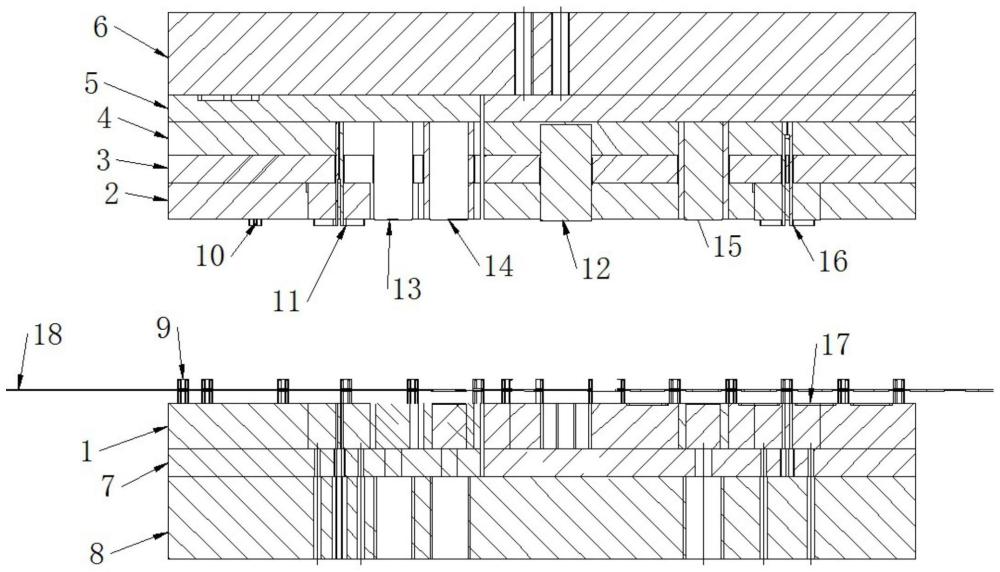
1.均热片冲压成型模具,其特征在于:包括由上到下并列设置的脱料板(2)以及下模板(1),并通过所述脱料板(2)与所述下模板(1)之间的区域均热片成型区域,所述均热片成型区域沿基材(18)进给方向依次设有预冲孔冲头(10)、胚料裁切冲头(11)、一次斜面挤压冲头(13)、二次斜面挤压冲头(14)、麻点成型冲头(12)、整形冲头(15)以及精切冲头(16)。
2.根据权利要求1所述的均热片冲压成型模具,其特征在于,所述下模板(1)上沿基材(18)进给方向并列设有若干个浮升销(9)。
3.根据权利要求1所述的均热片冲压成型模具,其特征在于,所述脱料板(2)的上方由下到上依次设有止挡板(3)、上夹板(4)、上垫板(5)以及上模座(6);所述下模板(1)的下方由上到下依次设有下垫板(7)以及下模座(8)。
4.根据权利要求1所述的均热片冲压成型模具,其特征在于,所述预冲孔冲头(10)固定设置于所述脱料板(2)的下表面上。
5.根据权利要求1所述的均热片冲压成型模具,其特征在于,所述胚料裁切冲头(11)固定设置于所述脱料板(2)的下表面上。
6.根据权利要求3所述的均热片冲压成型模具,其特征在于,所述麻点成型冲头(12)固定于所述上夹板(4)上,所述麻点成型冲头(12)的下端部穿过所述止挡板(3)以及脱料板(2)。
7.根据权利要求3所述的均热片冲压成型模具,其特征在于,所述一次斜面挤压冲头(13)固定于所述上夹板(4)上,所述一次斜面挤压冲头(13)的下端部穿过所述止挡板(3)以及脱料板(2);所述二次斜面挤压冲头(14)固定于所述上夹板(4)上,所述二次斜面挤压冲头(14)的下端部穿过所述止挡板(3)以及脱料板(2)。
8.根据权利要求3所述的均热片冲压成型模具,其特征在于,所述整形冲头(15)固定于所述上夹板(4)上,所述整形冲头(15)的下端部穿过所述止挡板(3)以及脱料板(2)。
9.根据权利要求3所述的均热片冲压成型模具,其特征在于,所述精切冲头(16)固定于所述上夹板(4)上,所述精切冲头(16)的下端部穿过所述止挡板(3)以及脱料板(2)。
10.根据权利要求9所述的均热片冲压成型模具,其特征在于,所述下模板(1)上固定有与所述精切冲头(16)相匹配的精切凹模(17)。
技术总结
均热片冲压成型模具,涉及模具切断结构技术领域,包括由上到下并列设置的脱料板以及下模板,并通过脱料板与下模板之间的区域均热片成型区域,均热片成型区域沿基材进给方向依次设有预冲孔冲头、胚料裁切冲头、一次斜面挤压冲头、二次斜面挤压冲头、麻点成型冲头、整形冲头以及精切冲头。本技术解决了传统技术中的成型模具无法实现对基材进行依序加工成型多个均热片,降低了均热片的冲压成型效率的问题。
技术研发人员:董其刚,王飞,李景颜
受保护的技术使用者:山东睿思精密工业有限公司
技术研发日:20230714
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!