一种焊接工艺装备的内侧和后侧压紧机构的制作方法
本技术涉及焊接,尤其涉及一种焊接工艺装备的内侧和后侧压紧机构。
背景技术:
1、现有焊接工艺装备使用过程中,一般由人工氩弧焊进行预焊后再进行激光焊接,但这种方式不能很好的保证每次装夹重复定位的一致性与可靠性,从而造成产品的一次焊接合格率低,尤其是内侧和后侧的固定效果不佳,故需要对上述问题做出改进。
技术实现思路
1、本实用新型针对现有技术中存在的内侧和后侧的固定效果不佳等缺陷,提供了新的一种焊接工艺装备的内侧和后侧压紧机构。
2、为了解决上述技术问题,本实用新型通过以下技术方案实现:
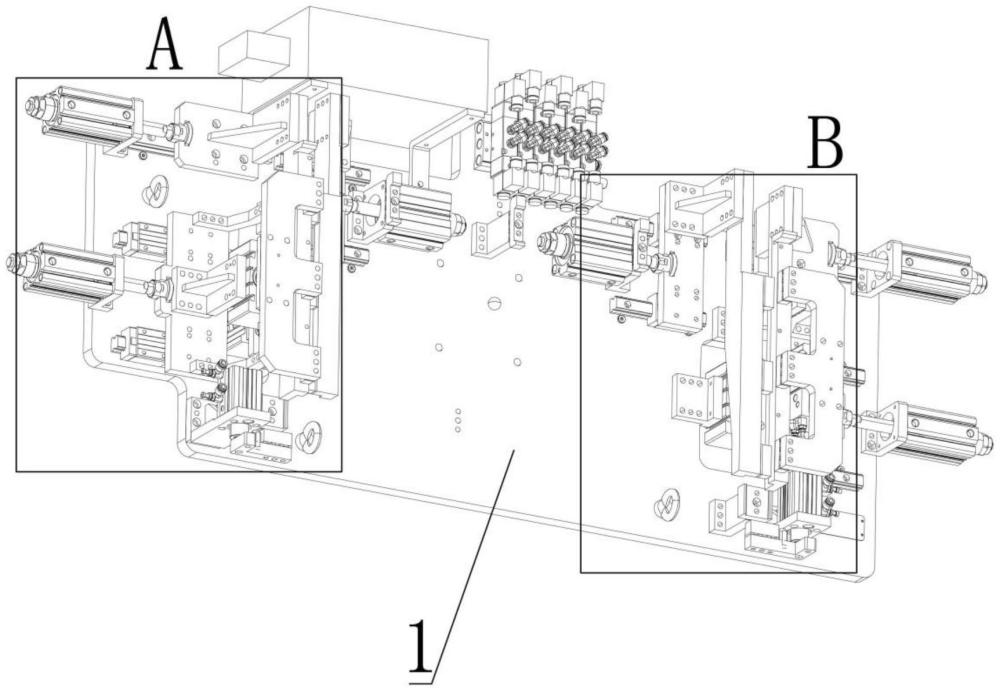
3、一种焊接工艺装备的内侧和后侧压紧机构,包括支撑底座,所述支撑底座上设置有内侧压紧机构、后侧旋转压紧机构、焊接零件放置区,所述内侧压紧机构、所述后侧旋转压紧机构都对称分布于所述支撑底座的两侧,所述内侧压紧机构位于所述焊接零件放置区内侧并与所述焊接零件放置区配合,所述后侧旋转压紧机构位于所述焊接零件放置区后侧并与所述焊接零件放置区配合。
4、支撑底座用于安装固定其他部件。焊接零件放置区内放置有焊接零件。焊接零件可以为集成灶头部两侧的空心立柱。内侧压紧机构用于从内侧方向对焊接零件进行压紧。后侧旋转压紧机构用于从后侧方向对焊接零件进行压紧。上述设计从两个方向对焊接零件进行有效的固定和压紧,提高了焊接的稳定性和精度,还可以适应更多形状和尺寸的焊接零件,增加了焊接工艺装备的通用性和适应性,减少了时间和成本,提高了焊接工艺装备的效率和经济性。
5、作为优选,上述所述的一种焊接工艺装备的内侧和后侧压紧机构,所述内侧压紧机构包括内侧压紧气缸、内侧l形压紧长臂,所述内侧压紧气缸与所述内侧l形压紧长臂传动连接,所述内侧l形压紧长臂与所述焊接零件放置区的内侧配合。
6、内侧压紧气缸用于驱动内侧l形压紧长臂。l形的设计提高了稳定性和强度。上述设计可以实现对焊接零件内侧的精确定位和稳定固定,提高焊接质量和效率,还可以根据焊接零件的尺寸和形状,移动内侧l形压紧长臂的位置,适应更多的焊接工艺要求,也方便焊接零件的装卸和更换。
7、作为优选,上述所述的一种焊接工艺装备的内侧和后侧压紧机构,所述内侧l形压紧长臂的外侧设置有均匀分布的内侧压紧块,所述内侧压紧块与所述焊接零件放置区配合。
8、内侧压紧块可以有效固定焊接零件,防止焊接过程中的变形和位移,提高焊接质量和精度,焊接零件受力更均匀,从而实现了更灵活的适应性和通用性。内侧压紧块的数量可以是6个,左右两侧内侧l形压紧长臂各3个。
9、作为优选,上述所述的一种焊接工艺装备的内侧和后侧压紧机构,所述内侧压紧机构还包括内侧压紧气缸l形支架,所述内侧压紧气缸l形支架固定于所述支撑底座上,所述内侧压紧气缸l形支架与内侧压紧气缸固定连接。
10、内侧压紧气缸l形支架用于固定内侧压紧气缸。l形的设计提高了稳定性和强度。上述设计可以增强内侧压紧机构的稳定性和刚度,防止内侧压紧气缸在工作时发生晃动或变形,提高焊接精度和质量,可以简化内侧压紧气缸的安装,方便维护和更换,适应更多尺寸和形状的焊接零件,增加焊接工艺装备的适用范围和灵活性。
11、作为优选,上述所述的一种焊接工艺装备的内侧和后侧压紧机构,所述内侧压紧机构还包括内侧压紧滑轨、内侧l形三角形组合结构转接滑块,所述内侧压紧滑轨固定于所述支撑底座上,所述内侧压紧滑轨与所述内侧l形三角形组合结构转接滑块滑动连接,所述内侧l形三角形组合结构转接滑块的内侧与所述内侧压紧气缸传动连接,所述内侧l形三角形组合结构转接滑块的外侧与所述内侧l形压紧长臂连接。
12、内侧l形三角形组合结构转接滑块用于实现内侧l形压紧长臂的移动。l形三角形组合结构提高了稳定性和强度,该结构还实现了两个方向的l形组合,进一步提高了稳定性和强度。上述设计可以实现内侧l形压紧长臂的灵活移动,适应更多尺寸和形状的焊接零件,还可以提高内侧压紧机构的传动效率和稳定性,保障定位精度和抗变形能力,兼顾了强度。
13、作为优选,上述所述的一种焊接工艺装备的内侧和后侧压紧机构,所述后侧旋转压紧机构包括后侧旋转压紧气缸、后侧l形压紧组件,所述后侧旋转压紧气缸与所述后侧l形压紧组件传动连接,所述后侧l形压紧组件与所述焊接零件放置区的后侧配合。
14、后侧旋转压紧气缸用于驱动后侧l形压紧组件。l形的设计提高了稳定性和强度。上述设计可以实现对焊接零件的有效压紧,保证稳定性和精度,提高焊接工艺装备的生产效率和质量,还可以通过后侧旋转压紧气缸控制后侧l形压紧组件的旋转角度,适配更多形状和尺寸的焊接零件,提高适应性和灵活性。
15、作为优选,上述所述的一种焊接工艺装备的内侧和后侧压紧机构,所述后侧l形压紧组件的前侧设置有后侧压紧块,所述后侧压紧块与所述焊接零件放置区配合。
16、后侧压紧块用于压紧焊接零件。上述设计可以有效地固定焊接零件的后侧,防止焊接过程中的位移和变形,提高焊接质量和精度,还可以适应更多形状和尺寸的焊接零件,增加焊接工艺装备的适用范围和灵活性,降低人工成本和误差,提高生产效率和一次焊接合格率。
17、作为优选,上述所述的一种焊接工艺装备的内侧和后侧压紧机构,所述后侧旋转压紧机构还包括旋转气缸l形三角形组合结构支架,所述旋转气缸l形三角形组合结构支架固定于所述支撑底座上,所述旋转气缸l形三角形组合结构支架与后侧旋转压紧气缸固定连接。
18、旋转气缸l形三角形组合结构支架用于固定后侧旋转压紧气缸。l形三角形组合结构提高了稳定性和强度。上述设计提高了后侧旋转压紧气缸工作的可靠性和安全性,也使后侧旋转压紧气缸的结构更加简化和紧凑,节省了空间,兼顾了强度。
技术特征:
1.一种焊接工艺装备的内侧和后侧压紧机构,包括支撑底座(1),其特征在于:所述支撑底座(1)上设置有内侧压紧机构(61)、后侧旋转压紧机构(62)、焊接零件放置区(2),所述内侧压紧机构(61)、所述后侧旋转压紧机构(62)都对称分布于所述支撑底座(1)的两侧,所述内侧压紧机构(61)位于所述焊接零件放置区(2)内侧并与所述焊接零件放置区(2)配合,所述后侧旋转压紧机构(62)位于所述焊接零件放置区(2)后侧并与所述焊接零件放置区(2)配合。
2.根据权利要求1所述的一种焊接工艺装备的内侧和后侧压紧机构,其特征在于:所述内侧压紧机构(61)包括内侧压紧气缸(611)、内侧l形压紧长臂(612),所述内侧压紧气缸(611)与所述内侧l形压紧长臂(612)传动连接,所述内侧l形压紧长臂(612)与所述焊接零件放置区(2)的内侧配合。
3.根据权利要求2所述的一种焊接工艺装备的内侧和后侧压紧机构,其特征在于:所述内侧l形压紧长臂(612)的外侧设置有均匀分布的内侧压紧块(613),所述内侧压紧块(613)与所述焊接零件放置区(2)配合。
4.根据权利要求2所述的一种焊接工艺装备的内侧和后侧压紧机构,其特征在于:所述内侧压紧机构(61)还包括内侧压紧气缸l形支架(614),所述内侧压紧气缸l形支架(614)固定于所述支撑底座(1)上,所述内侧压紧气缸l形支架(614)与内侧压紧气缸(611)固定连接。
5.根据权利要求2所述的一种焊接工艺装备的内侧和后侧压紧机构,其特征在于:所述内侧压紧机构(61)还包括内侧压紧滑轨(615)、内侧l形三角形组合结构转接滑块(616),所述内侧压紧滑轨(615)固定于所述支撑底座(1)上,所述内侧压紧滑轨(615)与所述内侧l形三角形组合结构转接滑块(616)滑动连接,所述内侧l形三角形组合结构转接滑块(616)的内侧与所述内侧压紧气缸(611)传动连接,所述内侧l形三角形组合结构转接滑块(616)的外侧与所述内侧l形压紧长臂(612)连接。
6.根据权利要求1所述的一种焊接工艺装备的内侧和后侧压紧机构,其特征在于:所述后侧旋转压紧机构(62)包括后侧旋转压紧气缸(621)、后侧l形压紧组件(622),所述后侧旋转压紧气缸(621)与所述后侧l形压紧组件(622)传动连接,所述后侧l形压紧组件(622)与所述焊接零件放置区(2)的后侧配合。
7.根据权利要求6所述的一种焊接工艺装备的内侧和后侧压紧机构,其特征在于:所述后侧l形压紧组件(622)的前侧设置有后侧压紧块(623),所述后侧压紧块(623)与所述焊接零件放置区(2)配合。
8.根据权利要求6所述的一种焊接工艺装备的内侧和后侧压紧机构,其特征在于:所述后侧旋转压紧机构(62)还包括旋转气缸l形三角形组合结构支架(624),所述旋转气缸l形三角形组合结构支架(624)固定于所述支撑底座(1)上,所述旋转气缸l形三角形组合结构支架(624)与后侧旋转压紧气缸(621)固定连接。
技术总结
本技术公开了一种焊接工艺装备的内侧和后侧压紧机构,包括支撑底座,支撑底座上设置有内侧压紧机构、后侧旋转压紧机构、焊接零件放置区,内侧压紧机构、后侧旋转压紧机构都对称分布于支撑底座的两侧,内侧压紧机构位于焊接零件放置区内侧并与焊接零件放置区配合,后侧旋转压紧机构位于焊接零件放置区后侧并与焊接零件放置区配合。上述设计从两个方向对焊接零件进行有效的固定和压紧,提高了焊接的稳定性和精度,还可以适应更多形状和尺寸的焊接零件,增加了焊接工艺装备的通用性和适应性,减少了时间和成本,提高了焊接工艺装备的效率和经济性。
技术研发人员:陈月华,周希斌,童洋钦,李凯
受保护的技术使用者:浙江亿田智能厨电股份有限公司
技术研发日:20230714
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!