一种用于L形板的连续冲压打孔模的制作方法
本技术涉及五金件加工设备,尤其是涉及一种用于l形板的连续冲压打孔模。
背景技术:
1、五金,指金、银、铜、铁、锡,泛指金属。如今的五金常用为金属或铜铁等制品的统称,传统的五金制品,也称“小五金”。是指铁、钢、铝等金属经过锻造、压延、切割等物理加工制造而成的各种金属器件。
2、l形板属于五金件中的板状件,通常用于板状、块状物件的连接,l形板通常由一块宽度确定的金属板,经过冲压切断,随后打孔(螺栓连接孔),再进行弯折(弯折为所需角度),上述过程使用到的设备为冲压机,打孔机以及弯折机等。
3、针对上述中的相关技术,发明人认为存在有以下缺陷:l形板的生产过程使用的设备较多,导致生产工艺较为赘述,从而导致l形板的生产效率较为一般。
技术实现思路
1、为提高l形板的加工效率,本技术提供一种用于l形板的连续冲压打孔模。
2、本技术提供的一种用于l形板的连续冲压打孔模采用如下的技术方案:
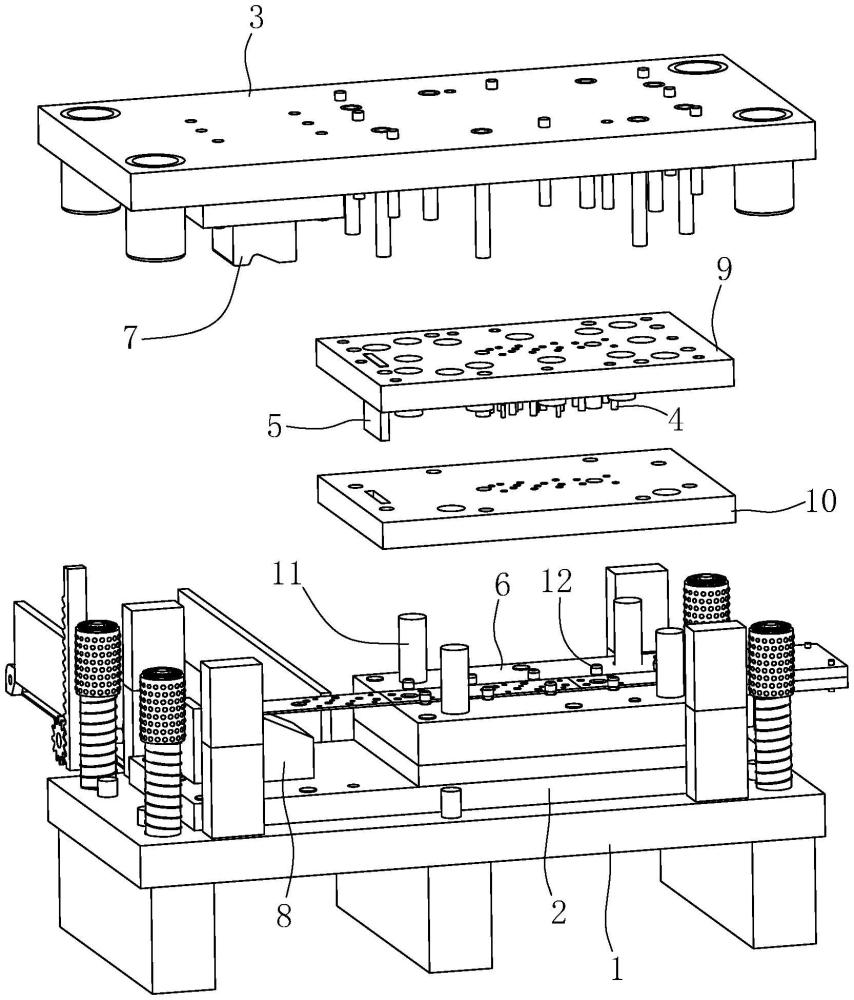
3、一种用于l形板的连续冲压打孔模,包括工作台,所述工作台上设置有用于承接金属板的底模,所述工作台上滑动设置有上模,所述上模位于底模的上方且朝向底模滑动;所述上模朝向底模的面设置有钻杆,所述底模上开设有供钻杆进入的通孔;所述上模设置有冲压块,所述底模上设置有承载台,所述通孔开设在承载台上,所述冲压块位于承载台的一侧且冲压块与承载台相互靠近的侧壁相互接触;沿金属板的输送方向,所述上模设置有折弯槽,所述折弯槽位于冲压块的一侧,所述底模上设置有与折弯槽弧度适配的折弯部。
4、通过采用上述技术方案,l形板加工时,将金属板放置在承载台上,再推动金属板至钻杆的下方,随后上模朝向底模滑动,上模滑动过程中带动钻杆朝向金属板滑动,并在金属板上成孔作业;随后金属板按照l形板的整体长度滑动一定的距离,此时,上模滑动带动冲压块滑动,冲压块滑动抵接在金属板上,对金属板冲压折断作业;金属板在冲压过程中,金属板的折弯处位于折弯部上,上模滑动过程中带动折弯槽朝向折弯部滑动,并卡接在折弯部上,完成l形板的折弯作业;在上述过程中,金属板的打孔、冲压以及折弯均在同时完成,提高了l形板的加工效率。
5、可选的,所述上模靠近底模的面上设置有安装板,所述钻杆和冲压块均固定设置在安装板上,所述安装板朝向底模的面上滑动设置有预压板,所述预压板的滑动方向平行于上模的滑动方向,所述钻杆和冲压块均滑动穿过预压板,所述安装板和预压板之间设置有第一弹簧,所述第一弹簧的一端固定设置在安装板上,另一端固定设置在预压板上。
6、通过采用上述技术方案,在第一弹簧的作用下,将安装板与预压板连接为一体,上模朝向底模滑动时,预压板首先抵接在金属板上,对金属板的滑动进行限位,降低了金属板在钻孔作业中出现偏移的可能性,提高了金属板的作业质量;当预压板抵接在金属板后,安装板朝向预压板滑动,安装板带动钻杆朝向金属板滑动,并在金属板上成孔作业。
7、可选的,所述上模和承载台之间设置有导向杆,所述导向杆滑动穿设在上模上,所述导向杆的长度方向及滑动方向均平行于上模的滑动方向,所述安装板和预压板均开设有供导向杆滑动穿设的圆孔。
8、通过采用上述技术方案,在导向杆的作用下,对上模、安装板以及预压板的滑动方向进行导向,便于提高l形板的加工精度。
9、可选的,所述承载台上转动设置有多个定位柱,两个所述定位柱为一组且分别位于金属板的两侧,所述定位柱与金属板的两侧相互抵接,所述定位柱的转动轴线垂直于承载台的承载面,所述预压板上开设有供定位柱进入的进入孔。
10、通过采用上述技术方案,金属板位于相邻的定位柱之间,对金属板的滑动方向进行限位,便于金属板沿设计路径滑动至钻杆、冲压块以及冲压槽的下方,提高了l形板的加工精度;定位柱转动设置在承载台上,定位柱在金属板的带动下,定位柱在承载台上自转,减小了金属板与定位柱之间的摩擦力,便于金属板滑动至所需处。
11、可选的,所述底模上设置有气管,所述气管的出气端位于折弯部的一侧且正对冲压后的l形板,所述气管的另一端连接外部供气装置,所述供气装置充气经过气管喷射出,将冲压后的l形板移出折弯部。
12、通过采用上述技术方案,折弯槽对l形板折弯加工后,供气装置向气管供气,并从气管的出气端喷射出,喷射出的气流冲击在l形板上,将l形板从折弯部上移出,便于下一l形板的加工作业;同时,无需手动移出加工后的l形板,提高了l形板的加工效率。
13、可选的,所述底模上设置有过渡板,所述过渡板两侧朝向背离地面的方向弯折形成过渡槽,所述过渡板的长度方向平行于气管喷射出气流的方向,所述过渡板背离底模的端部设置有收集框,l形板经过所述过渡板进入收集框内。
14、通过采用上述技术方案,从折弯部移出的l形板经过过渡板进入收集框内,以便于对l形板集中收集、整理;在过渡槽的作用下,降低了l形板从过渡板掉落的可能性。
15、可选的,围绕所述过渡板设置有输送带,所述输送带绕设在过渡槽的底面,所述过渡板的两端均设置有导向辊,所述输送带绕设在导向辊上,冲压打孔模还包括用于驱使导向辊转动带动输送带运行的驱动件。
16、通过采用上述技术方案,在喷射气流带动下的l形板掉落至输送带上,驱动件的作用下,驱使输送带输送运行,以带动l形板从过渡板上输送至收集框内;同时,输送带位于过渡板承接面上方,l形板掉落至输送带时,输送带对l形板具有一定的缓冲作用,降低了l形板损坏的可能性。
17、可选的,所述驱动件包括固定设置在上模边缘的齿条,所述底模上设置有与齿条啮合的齿轮,所述齿轮的转动轴线平行于导向辊的长度方向,所述底模上设置有驱动杆,所述驱动杆同轴设置在齿轮上,所述驱动杆包括设置在齿轮上的第一杆体和转动设置在第一杆体上的第二杆体,所述第二杆体和导向辊之间设置有传送带,所述第二杆体插接在第一杆体内,所述第一杆体内设置有多个主动块,多个所述主动块呈环形排布,所述主动块的截面呈直角三角形,所述第二杆体上滑动设置有被动块,所述被动块的滑动方向垂直于第二杆体的轴线方向,所述被动块的截面呈直角三角形,所述被动块与主动块的直角边相互抵接时,所述第一杆体带动第二杆体转动,所述被动块与主动块的斜面相互抵接时,所述主动块驱使被动块朝向第二杆体内滑动,所述驱动件还包括用于驱使被动块滑动与主动块相互抵接的弹性件。
18、通过采用上述技术方案,上模往复滑动过程中,在齿条的作用下,带动齿轮转动,齿轮转动带动第一杆体转动,第一杆体转动带动主动块转动,当主动块与被动块的直角面相互抵接时,第一杆体转动带动第二杆体转动,第二杆体转动带动传送带运行,进而带动导向辊转动,导向辊转动带动输送带运行,操作简单便捷;当齿轮反向转动时,被动块与主动块的斜面相互抵接,被动块朝向第二杆体内滑动,主动块与被动块相互分离,使得输送带朝向一个方向输送,进而便于将l形板输送至输送框内;同时,输送带间隙送料,便于工作人员对收集框内的l形板排列整理。
19、可选的,所述弹性件包括设置在第二杆体内的第二弹簧,所述第二弹簧的一端设置在被动块上,另一端设置在第二杆体上。
20、通过采用上述技术方案,被动块朝向第二杆体运动时,第二弹簧处于压缩状态,第二弹簧驱使被动块具有朝向主动块滑动的趋势,以便于齿轮转动方向改变时,主动块和被动块的直角面相互抵接。
21、可选的,所述气管上设置有支管,所述支管与所述气管连通设置,所述支管的出气口正对承载台设置。
22、通过采用上述技术方案,在支管的作用下,上模与承载台分离后,喷射出的气流对承载台上的金属碎屑进行冲洗、移出,降低了金属碎屑对金属板加工的影响。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1.l形板加工时,将金属板放置在承载台上,再推动金属板至钻杆的下方,随后上模朝向底模滑动,上模滑动过程中带动钻杆朝向金属板滑动,并在金属板上成孔作业;随后金属板按照l形板的整体长度滑动一定的距离,此时,上模滑动带动冲压块滑动,冲压块滑动抵接在金属板上,对金属板冲压折断作业;金属板在冲压过程中,金属板的折弯部位于折弯部上,上模滑动过程中带动折弯槽朝向折弯部滑动,并卡接在折弯部上,完成l形板的折弯作业;在上述过程中,金属板的打孔、冲压以及折弯均在同时完成,提高了l形板的加工效率;
25、2.输送带间隙送料,便于工作人员对收集框内的l形板排列整理。
- 还没有人留言评论。精彩留言会获得点赞!