一种送片焊接装置的制作方法
本技术涉及焊接,具体涉及一种送片焊接装置。
背景技术:
1、目前,在一些自动化程度较高的产险中,对一些产品进行焊接时,需要用到自动送焊片的设备,将焊片送至产品上,再由焊接装置进行焊接,其中,焊片通常以一定间隔固定在料带上,料带表面以及焊片之间都设有保护膜,来保护焊片性能。现有技术中的送片焊接设备在进行送偏食,需要先提前测出料带上的焊片间距,来确定送料的长度和精准度,但是由于料带上的焊片之间的间距总是不能够保持完全一致,所以在送片使很容易将料带上的一部分无效区域与产品焊接起来,严重影响了产品的焊接效果,而且针对不同的料带时,也需要重新对料带进行测量,浪费一定的时间,不能很好的适应各种料带的送片工作。
2、针对上述现有技术中存在的问题,本实用新型提供一种自动切废料、适用多种料带的送片焊接装置。
技术实现思路
1、本实用新型的目的在于提供一种自动切废料、适用多种料带的送片焊接装置。
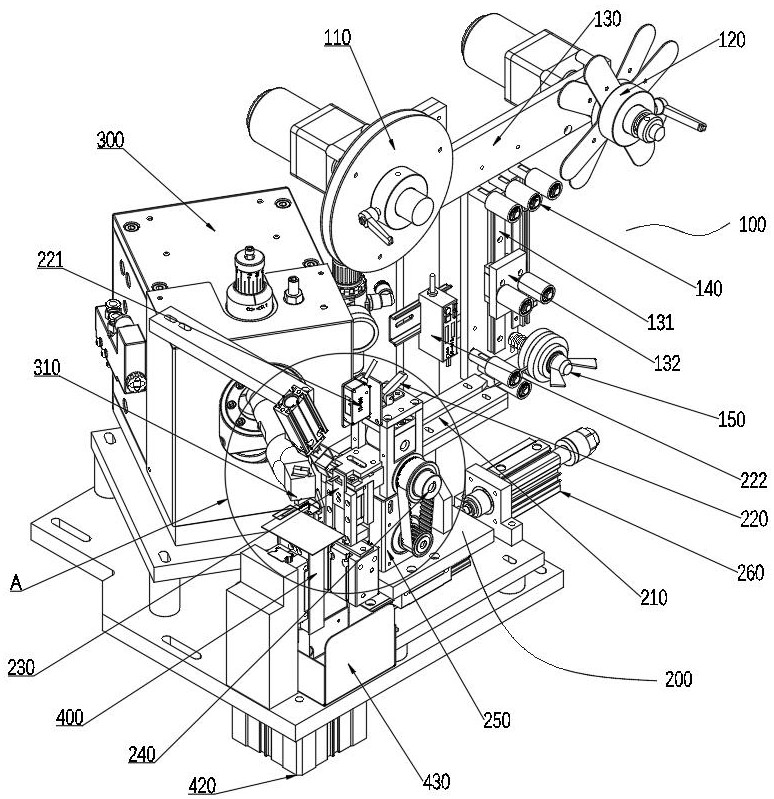
2、一种送片焊接装置,包括上料机构和焊接装置,所述上料机构和焊接装置之间设有送片机构,所述送片机构连接有位移驱动装置,所述送片机构包括送料轨道,所述送料轨道的进料端与所述上料机构连接,出料端位于所述焊接装置的一侧,所述送料轨道的出料端设有切刀,所述送料轨道的侧部设有带动送料轨道移动的传动结构,所述传动结构连接有步进驱动装置,所述送料轨道上方设有定位传感装置,用于对料带进行识别和定位,所述步进驱动装置和定位传感装置连接,可接收并按照所述定位传感装置发出的信号进行移动。
3、在上述技术方案中,所述上料机构和焊接装置之间设有送片机构,所述送片机构连接有位移驱动装置,所述上料机构将料带送至所述送片机构,再由所述位移驱动装置驱动送片机构将料带送至焊接装置处进行焊接工作;所述送片机构包括送料轨道,所述送料轨道内部可以吸附或固定料带,并带动料带进行移动,所述送料轨道的进料端与上料机构连接,出料端位于焊接装置一侧,所述出料端设有用于切断料带的切刀;所述送料轨道的侧部设有传动结构,所述传动结构连接在步进驱动装置的驱动端上,通过所述步进驱动装置的驱动作用,带动所述送料轨道和其上的料带进行移动,由于目前大多数料带上的焊片为间隔设置,各焊片之间的区域为不起作用的废料,即将料带分为了可供焊接使用的有效区域和无效区域,而本技术设置的位于所述送料轨道上的定位传感装置,可对料带上的有效区域和无效区域进行识别,从而得到有效区域和无效区域的长度和位置关系,随后所述定位传感装置将识别得到的信号传输给步进驱动装置,使步进驱动装置按照接收的信号对传动结构进行间歇性的驱动,从而使所述送料轨道按照设定好的长度送料,其中,所述切刀为周期性的往复移动,所述送料轨道在出料端上依照识别得到的数据,在所述切刀每次进行切断动作时,对料带进行不同长度的出料,使得切刀可以精准的切除掉料带上位于焊片前后的无效区域,防止无效区域的废料与加工产品进行焊接,确保焊接的效果,提高加工质量,同时也可以适用于多种料带的送料工作。
4、进一步地,作为优选技术方案,所述传动结构包括对向设置的第一辊轮和第二辊轮,所述第一辊轮与送料轨道连接,所述第二辊轮与步进驱动装置的驱动端连接,所述第一辊轮和第二辊轮上绕接有同步带。
5、在上述技术方案中,所述传动结构包括第一辊轮和第二辊轮,所述第一辊轮位于所述第二辊轮上方,所述第二辊轮与步进驱动装置的驱动端连接,在步进驱动装置的驱动下进行旋转,所述第一辊轮和第二辊轮上绕接有同步带,使得所述第二辊轮旋转时可以带动第一滚轮一起旋转,从而驱动送料轨道移动,完成料带的送料。
6、进一步地,作为优选技术方案,所述定位传感装置包括传感器和放大器,所述传感器位于所述送料轨道的出料端上方,用于识别和定位料带的到位情况,所述放大器位于所述送料轨道的进料端和出料端之间,用于收集和传递信号。
7、在上述技术方案中,所述传感器位于送料轨道出料端的上方,用于识别料带上有效区域和无效区域的长度,且可以判断料带的到位情况,所述放大器用于将所述传感器检测得到的信息进行收集和放大,并转换为可控制所述步进驱动装置的脉冲信号,使步进驱动装置按照测得的有效区域和无效区域长度,来驱动送料轨道进行不同长度的送料,有效帮助切刀切除料带上的无效区域。
8、进一步地,作为优选技术方案,所述切刀连接有切刀驱动装置,用于驱动所述切刀进行往复运动。
9、在上述技术方案中,所述切刀连接有驱动其往复移动的切刀驱动装置,所述切刀每个往复移动的周期与所述送料轨道出料端的出料相对应,所述送料轨道每次将料带伸出出料端一次,所述切刀便往返移动一次,完成对料带的剪裁。
10、进一步地,作为优选技术方案,所述焊接装置的焊接头下方设有顶升机构,所述顶升机构包括顶块和顶升驱动件,所述顶升驱动件的驱动端与顶块连接。
11、在上述技术方案中,所述顶块与顶升驱动件的驱动端连接,在顶升驱动件的驱动下进行上下移动,所述顶块用于将伸出所述送料轨道出料端的料带顶起,与送来的产品相贴合,随后所述焊接头再下移进行焊接,完成产品和焊片的焊接工作,所述顶升机构可以保证焊片与产品在焊接式贴合紧密,且可以起到支撑作用,防止所述焊接头将产品和焊片压弯,影响焊接效果。
12、进一步地,作为优选技术方案,所述顶升机构和切刀之间设有废料盒。
13、在上述技术方案中,所述废料盒位于所述顶升机构和切刀之间,用于收集被切刀切下的料带上的无效区域,进行废料的收集。
14、进一步地,作为优选技术方案,所述上料机构包括卷料盘和废料收卷结构,所述卷料盘和废料收卷结构均连接在一侧的支板上。
15、在上述技术方案中,所述上料机构包括卷料盘和废料收卷结构,所述卷料板用于存放料带,由于现有的料带上均贴有保护焊片的保护膜层,所述废料收卷结构便用于收集料带剥离产生的保护膜,所述卷料盘和废料收卷结构的一侧还设有支板,所述卷料盘和废料收卷结构均安装在所述支板上。
16、进一步地,作为优选技术方案,所述支板上设有多个辊筒,用于卷绕和传输料带。
17、在上述技术方案中,所述支板上设有多个辊筒,用于卷绕和传输所述卷料盘中的料带,所述辊筒和卷料盘位于所述支板的同一侧。
18、进一步地,作为优选技术方案,所述支板上还设有缓存区域,所述缓存区域位于所述卷料盘和废料收卷结构下方,包括缓冲存料装置和滑轨,所述缓冲存料装置与滑轨滑动连接,所述缓冲存料装置上设有一个以上的辊筒。
19、在上述技术方案中,所述支板上设有缓存区域,所述缓存区域包括缓冲存料装置和滑轨,所述缓冲存料装置可以沿着所述滑轨移动,所述缓冲存料装置上设有一个以上的辊筒,用于对料带提供一个缓存的区域,在工作时,所述缓冲存料装置按照料带每次的送料长度,沿着滑轨进行移动,且其移动节奏与所述送料轨道的出料节奏相匹配,使上料工作平稳有序的进行。
20、进一步地,作为优选技术方案,所述缓存区域的下方设有张紧轮,用于张紧料带,所述张紧轮位于所述送料轨道的进料端一侧,所述张紧轮与送料轨道之间设有用于平整料带的辊筒。
21、在上述技术方案中,所述张紧轮用于张紧料带,使料带始终处于张紧的状态,防止料带出现折弯或起皱等问题,所述张紧轮和送料轨道之间设有辊筒,用于平整料带,使料带以水平直线的状态进入所述送料轨道中。
22、本实用新型与现有技术相比,具有如下有益效果:
23、自动切废料,本技术设置所述定位传感装置和步进驱动装置,可使所述送料轨道按照设定好的长度送料,其中,所述切刀为周期性的往复移动,所述送料轨道在出料端上依照识别得到的数据,在所述切刀每次进行切断动作时,对料带进行不同长度的出料,使得切刀可以精准的切除掉料带上位于焊片前后的无效区域,防止无效区域的废料与加工产品进行焊接,确保焊接效果,实现自动精准切废料的功能。
24、适用多种料带,本技术设置的位于所述送料轨道上的定位传感装置,可对料带上的有效区域和无效区域进行识别,从而得到有效区域和无效区域的长度和位置关系,随后所述定位传感装置将识别得到的信号传输给步进驱动装置,使步进驱动装置按照接收的信号对传动结构进行间歇性的驱动,从而使所述送料轨道按照设定好的长度送料,可以适用于多种相同或不同间距类型的料带,适用性好。
- 还没有人留言评论。精彩留言会获得点赞!