一种车轮成型油压机的制作方法
本技术属于车轮加工制造,尤其涉及一种车轮成型油压机。
背景技术:
1、油压机通过专用液压油作为工作介质,通过液压泵作为动力源,依靠泵的作用力使液压油通过液压管路进入油缸或活塞,对工作对象产生预定压力。
2、现有的车轮成型油压机均通过上方的压模和下方的压模相互配合,完成车轮成型。但在制造不同型号的车轮时,需要用到不同的压模,现有车轮成型油压机压模不易拆卸,导致工作效率降低,存在改进的空间。
技术实现思路
1、本实用新型的目的是提供一种车轮成型油压机,能够简单方便地适用于多种不同型号的车轮的加工作业。
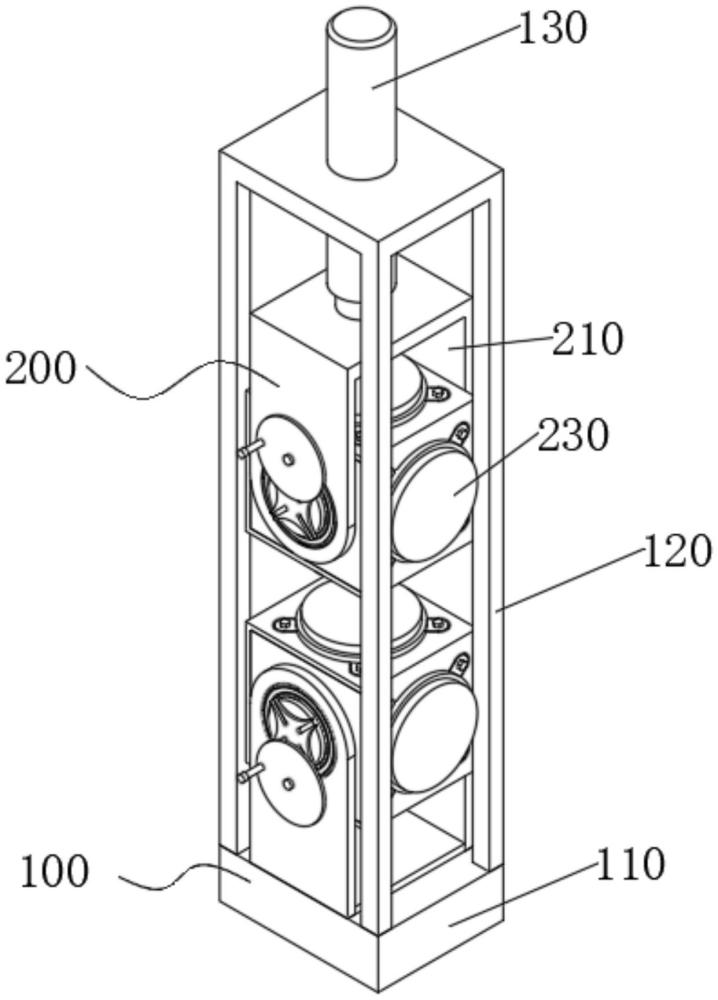
2、为实现上述目的,本实用新型提供了一种车轮成型油压机,包括底座、由所述底座自底部支撑的框体以及安装于所述框体顶部的液压杆;
3、所述框体内上下对称设置两个调节模块,下方的所述调节模块位置固定,上方的所述调节模块安装在所述液压杆底端并随之上下移动;
4、两所述调节模块均包括通过转轴转动安装在u型架上的矩形体,在平行于所述转轴轴线的多个侧面上所述矩形体分别设有多个压模;各所述压模形成相配合的具有不通过规格的多组,每组所述压模中的两者分别设于两个所述调节模块中;
5、各所述调节模块均设置将其绕所述转轴相对于所述框体转动预定角度的转面装置。
6、优选地,所述转面装置包括固定在所述转轴端部的机架,和转动安装在所述u型架外侧面的圆盘;所述机架具有间隔90度径向延伸的四个凹槽,相邻的两所述凹槽之间具有弧面;所述圆盘固定安装有圆柱和开口轮,所述圆柱偏心设置且其宽度与所述凹槽宽度相适配,所述开口轮的外弧面同所述弧面相适配且设有用于避让所述凹槽末端部的容纳槽,所述圆柱设于所述容纳槽中。
7、优选地,所述圆盘背离所述圆柱的一侧还设有把手,且所述把手和所述圆柱同轴设置。
8、优选地,所述圆盘通过固定件转动安装在所述u型架外侧面。
9、优选地,所述u型架两侧开有圆孔,所述圆孔的内壁上固定有轴承,所述轴承外环固定在所述圆孔的内壁上,内环与所述转轴相固定。
10、优选地,下方的所述调节模块固定在所述底座上。
11、本实用新型所提供的车轮成型油压机对称设置两个调节模块,两所述调节模块均包括通过转轴转动安装在u型架上的矩形体,在平行于所述转轴轴线的多个侧面上所述矩形体分别设有多个压模;各所述压模形成相配合的具有不通过规格的多组,每组所述压模中的两者分别设于两个所述调节模块中;各所述调节模块均设置将其绕所述转轴相对于所述框体转动预定角度的转面装置。这样,可以在矩形体的四个面上均安装不同种类的压模,在更换压模时,无需对压模进行拆卸,只需转动矩形体即可完成压模的更换,增加了压模更换的效率,提升了实用性能。
12、在进一步的技术方案中,在矩形体的一侧转轴上安装机架,并在u型架上转动安装槽轮;这样,使用时工人只需握住转动槽轮,槽轮转动一圈即可带动机架转动90度,即带动矩形体转动90度,完成压模的更换,进一步提高了压模更换时操作的便利性。
技术特征:
1.一种车轮成型油压机,其特征在于,包括底座(110)、由所述底座(110)自底部支撑的框体(120)以及安装于所述框体(120)顶部的液压杆(130);
2.如权利要求1所述的车轮成型油压机,其特征在于,所述转面装置包括固定在所述转轴(240)端部的机架(250),和转动安装在所述u型架(210)外侧面的圆盘(271);所述机架(250)具有间隔90度径向延伸的四个凹槽(251),相邻的两所述凹槽(251)之间具有弧面;所述圆盘(271)固定安装有圆柱(273)和开口轮(272),所述圆柱(273)偏心设置且其宽度与所述凹槽(251)宽度相适配,所述开口轮(272)的外弧面同所述弧面相适配且设有用于避让所述凹槽(251)末端部的容纳槽,所述圆柱(273)设于所述容纳槽中。
3.如权利要求2所述的车轮成型油压机,其特征在于,所述圆盘(271)背离所述圆柱(273)的一侧还设有把手(280),且所述把手(280)和所述圆柱(273)同轴设置。
4.如权利要求3所述的车轮成型油压机,其特征在于,所述圆盘(271)通过固定件(260)转动安装在所述u型架(210)外侧面。
5.如权利要求4所述的车轮成型油压机,其特征在于,所述u型架(210)两侧开有圆孔,所述圆孔的内壁上固定有轴承(211),所述轴承(211)外环固定在所述圆孔的内壁上,内环与所述转轴(240)相固定。
6.如权利要求5所述的车轮成型油压机,其特征在于,下方的所述调节模块(200)固定在所述底座(110)上。
技术总结
本技术属于车轮加工制造技术领域,其公开了一种车轮成型油压机,包括对称设置两个调节模块,两所述调节模块均包括通过转轴转动安装在U型架上的矩形体,在平行于所述转轴轴线的多个侧面上所述矩形体分别设有多个压模;各所述压模形成相配合的具有不通过规格的多组,每组所述压模中的两者分别设于两个所述调节模块中;各所述调节模块均设置将其绕所述转轴相对于所述框体转动预定角度的转面装置。这样,可以在矩形体的四个面上均安装不同种类的压模,在更换压模时,无需对压模进行拆卸,只需转动矩形体即可完成压模的更换,增加了压模更换的效率,提升了实用性能。
技术研发人员:王鹏程,王一同,王钰程,纪晓明,王洪民,张艳五,郭金龙,王星骅,王泊骅,纪晓东
受保护的技术使用者:吉林钰兴机械制造有限公司
技术研发日:20230719
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!