一种冲压合金片脱模和贴胶纸装置的制作方法
本技术涉及一种冲压合金片脱模和贴胶纸装置,属于电子元件防护。
背景技术:
1、静电与我们的日常生活存在着千丝万缕的影响,在日常生活中静电也许对人体影响微乎其微,对于电子产品而言,静电的伤害可能是致命的,可以使其失去本身应有的正常性能,甚至完全丧失正常功能,因此很多电子元器件表面都会覆盖防静电、防腐蚀合金片。由于合金片只具备防腐蚀的作用,而要达到防静电的效果,则需在合金片上贴防静电胶纸,以达到防静电的作用。
2、由于电子元器件的形状多样,现有的合金片的生产方式存在一定技术问题:1.为了使合金片能有效贴合电子元器件,目前采用冲压的方式生产合金片,达到形状有效贴合。冲压完成后,再对合金片进行脱模,脱模后的合金片再统一移送至贴胶纸工位,进行贴胶纸,导致合金片的生产工序多,生产周期长。2.冲压后的合金片由于形状复杂,在其表面进行贴胶纸,只能通过人工手动贴敷,生产效率低,贴胶纸难度大,易导致胶纸贴敷不好,造成产品良品率低的问题。因此亟需一种冲压合金片脱模和贴胶纸装置,以解决合金片生产过程中,采用冲压后再手动贴胶纸生产方式,存在生产效率低、贴胶纸难度大,产品良品率低的问题。
技术实现思路
1、针对现有技术中存在的问题与不足,本技术提供一种冲压合金片脱模和贴胶纸装置,以解决上述的技术问题。
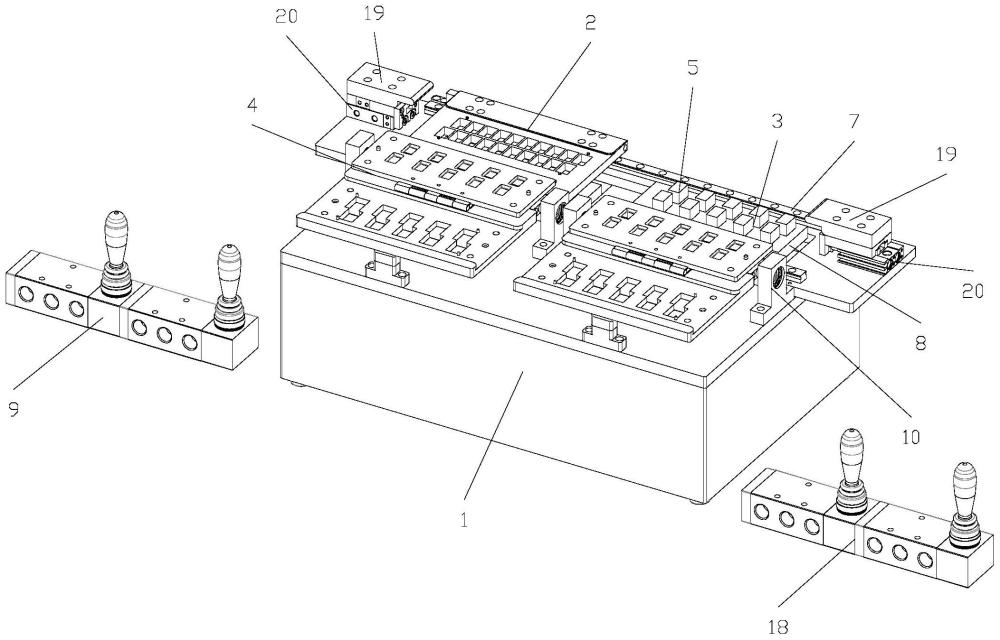
2、为实现上述目的,本技术提供如下技术方案:一种冲压合金片脱模和贴胶纸装置,包括工作台、合金片模板、脱模组件和贴胶纸组件,工作台设有脱模工位,合金片模板安装于脱模工位,且其板体上设有合金片冲压通孔,用于合金片的冲压成型;脱模组件安装于合金片模板的一侧,且其设有脱模头和动力组件,脱模头经动力组件驱动,朝冲压通孔方向运动,进行合金片的脱模;贴胶纸组件设有胶纸板,胶纸板上设有与冲压后的合金片形状相适配的贴胶纸孔;胶纸板安装于合金片模板远离脱模组件的一侧,且贴胶纸孔位于合金片的脱模轨迹内;胶纸板的贴胶纸孔的上开口敷设有胶纸。
3、具体的,合金片模板滑动安装于脱模工位;工作台上设有滑动组件;滑动组件包括两个滑轨、滑块和驱动气缸;两个滑轨相对平行铺设于工作台,滑块滑动安装于两个滑轨,且其一端与驱动气缸的动力端相连接;合金片模板固定安装于滑块。通过设置滑轨和滑块,以实现合金片模板可滑动安装于工作台,在工作台上设置冲压设备,合金片模板通过滑轨,在冲压设备和脱模工位间往复滑动,从而实现合金片在完成冲孔成型后,直接移送至脱模工位进行脱模和贴胶纸工序,以提高生产效率。
4、具体的,脱模组件和贴胶纸组件的数量均为若干个,且脱模组件和贴胶纸组件一一对应设置,构成若干个脱模和贴胶纸单元;若干个脱模和贴胶纸单元沿滑轨间隔安装于工作台,构成若干个脱模工位。
5、具体的,脱模组件包括顶升板、顶升气缸和第一电磁阀块;顶升板沿径向滑动安装于两个滑轨之间的工作台,且其一端与顶升气缸的动力端相连接;顶升气缸固定安装于工作台,且顶升气缸缸体上的进排气口与第一电磁阀块相连接;第一电磁阀块包括阀块和驱动部件,阀块的内部滑动安装有阀杆,外部设有若干个阀口;阀块的阀口一端与外接气泵相连接,另一侧与顶升气缸相连接;驱动部件设有第一操作手柄,用于驱动阀杆滑动以开启或关闭外部阀口。
6、具体的,顶升板上间隔设有若干个脱模头;脱模头的数量与贴胶纸孔数量相同,且脱模头与贴胶纸孔一一对应设置。通过设置数量与贴胶纸孔数量相同的脱模头,以实现通过脱模头随顶升板对合金片模板上的合金片进行脱模,完成脱模后,顶升板继续顶升,带动脱模头朝贴胶纸孔方向移动,将脱模后的合金片推入贴胶纸孔内,在推入的过程中,合金片带动胶纸进入贴胶纸孔内,由于贴胶纸孔的形状与合金片的形状相适配,敷设于贴胶纸孔上开口的胶纸在进入孔内的同时沿合金片外轮廓贴敷于合金片外表面,完成贴胶纸工序,且能保证胶纸能有效的贴合合金片,提高产品良品率。
7、具体的,贴胶纸组件包括胶纸板、两个翻转座和压纸板;两个翻转座相对平行安装于工作台;每个翻转座的上侧开设有安装孔,安装孔内设有轴承;胶纸板的一端设有转轴;胶纸板通过转轴的两端分别与安装孔内的轴承相连接,而与两个翻转座转动连接;胶纸板上设有若干个胶纸放置槽;胶纸板位于胶纸放置槽的一侧通过销轴或合页转动连接有压纸板。通过将胶纸板转动安装于翻转座,以实现在贴胶纸前,通过人工或放纸设备将胶纸放置于胶纸放置槽内,放置好胶纸后,将压纸板转动盖合于胶纸板,将胶纸压住固定,保证贴胶纸前,胶纸保持平整,从而保证贴胶纸过程中,胶纸能随合金片外轮廓平稳贴合,以提高贴胶纸质量。
8、具体的,压纸板上与胶纸放置槽相对应的位置开设有若干个形状与合金片形状相适配的通孔;压纸板朝胶纸板方向转动并盖合于胶纸板时,压纸板的通孔一一对应盖合于胶纸放置槽上侧,且两者之间构成贴胶纸孔;压纸板上设有若干个定位销,胶纸板与定位销相对应的位置设有定位孔,压纸板朝胶纸板方向转动并盖合于胶纸板时,定位销与定位孔一一对应;胶纸板和压纸板之间分别设有磁性连接件,用于压纸板盖合于胶纸板时,将两者连接为一体。
9、具体的,合金片模板滑动至脱模工位时,胶纸板绕转轴相对合金片模板进行180度翻转运动并盖合于合金片模板上侧,用于合金片的脱模和贴胶纸;胶纸板绕转轴朝远离合金片模板的方向进行180度翻转运动并平放于工作台,用于放置胶纸;工作台上设有缓冲座,缓冲座的上侧设有弹性缓冲垫,用于胶纸板平放于工作台。通过将胶纸板绕转轴在工作台上进行180度转动,以实现胶纸板放置于缓冲座时,可进行放置胶纸工序。完成放置胶纸工序后,胶纸板绕转轴进行180度翻转并盖合于合金片模板上侧,进行脱模和贴胶纸工序。
10、具体的,工作台上设有锁紧装置;锁紧装置包括若干个锁紧组件和第二电磁阀块;锁紧组件的数量与脱模组件数量相同,且锁紧组件一一对应安装于脱模工位;锁紧组件包括安装座、锁紧块和锁紧气缸;安装座固定安装于工作台,且安装座上侧设有滑道;锁紧气缸固定安装于安装座;锁紧块滑动安装于滑道,且其一端与锁紧气缸的动力端相连接,另一端的块体沿水平方向朝外延伸,形成一悬挑板;第二电磁阀块设有与锁紧气缸一一对应的子阀块;子阀块包括阀块本体和子驱动部件,阀块本体的内部滑动安装有子阀杆,外部设有若干个子阀口;阀块本体的子阀口一端与外接气泵相连接,另一侧与锁紧气缸相连接;子驱动部件设有第二操作手柄,用于驱动子阀杆滑动以开启或关闭外部子阀口。通过设置锁紧装置,以实现在脱模前,锁紧气缸驱动锁紧块朝合金片模板方向伸出,通过悬挑板对合金片模板和胶纸板进行限位锁紧,保证脱模过程中,合金片模板和胶纸板相对静止,提高合金片的脱模和贴胶纸过程稳定,提高产品良品率。
11、具体的,工作台的底部四角设有立柱;立柱的底部设有弹性防滑垫;合金片模板上合金片冲压通孔的数量为胶纸板上贴胶纸孔的数量呈倍数设置。通过将合金片冲压通孔的数量设置为胶纸板上贴胶纸孔的数量的倍数,由于合金片的冲压周期比合金片进行脱模和贴胶纸的周期要短,原因在于胶纸板需要放置胶纸,因此为了提高生产效率,将合金片冲压通孔的数量设置为贴胶纸孔数量的倍数,以实现合金片一次冲压,分多次进行脱模和贴胶纸,使得冲压、放置胶纸、脱模以及贴胶纸各个工序之间进行有效链接,提高生产效率。
12、与现有技术相比,本技术的有益效果在于:
13、1.本技术通过设置合金片模板滑动安装于工作台,以实现在完成冲压工序后,合金片模板沿滑轨移动至脱模工位进行脱模。同时在合金片的脱模方向上设置胶纸板,胶纸板上设有贴胶纸孔,以实现合金片经脱模头脱模后,进入贴胶纸孔内,带动敷设于贴胶纸孔开口处的胶纸贴合于合金片外表面,完成贴胶纸工序。
14、2.在前述的基础上,通过将脱模组件和贴胶纸组件的数量均为若干个,且两者一一对应设置,构成若干个脱模和贴胶纸单元。同时将合金片冲压通孔的数量设置为胶纸板上贴胶纸孔的数量的倍数,以实现合金片一次冲压,分多次进行脱模和贴胶纸,使得冲压、放置胶纸、脱模以及贴胶纸各个工序之间进行有效链接,提高生产效率。
15、3.在前述的基础上,通过胶纸板转动安装于翻转座,且胶纸板绕转轴相对合金片模板进行180度翻转运动,以实现在放置胶纸工序时,胶纸板是平放于工作台,贴胶纸孔是向上设置,通过人工或放料设备进行胶纸的放置。通过在胶纸板上设置压纸板,以实现在完成胶纸放置后,通过压纸板将胶纸进行压紧固定,保证胶纸敷设于贴胶纸孔上开口,且胶纸保持平整,以提高贴胶纸质量,提高产品良品率。另外,通过压纸板也可保证胶纸板绕转轴朝合金片模板方向翻转后,贴胶纸孔是朝下状态,胶纸在压纸板的作用下,仍能保证平整敷设于贴胶纸孔,提高贴胶纸过程的稳定性。
16、4.在前述的基础上,通过设置锁紧装置,以实现在脱模前,锁紧气缸驱动锁紧块朝合金片模板方向伸出,通过悬挑板对合金片模板和胶纸板进行限位锁紧,保证脱模过程中,合金片模板和胶纸板相对静止,提高合金片的脱模和贴胶纸过程稳定,提高产品良品率。
- 还没有人留言评论。精彩留言会获得点赞!