一种在铝型材挤压成型前预设的挤型孔结构及铝材外壳的制作方法
本技术涉及铝型材加工,尤指一种在铝型材挤压成型前预设的挤型孔结构及铝材外壳。
背景技术:
1、型材是铁或钢以及具有一定强度和韧性的材料(如塑料、铝、玻璃纤维等)通过轧制、挤出、铸造等工艺制成的具有一定几何形状的物体。其中铝型材具有质轻、美观、耐腐蚀、导热性好等优点,广泛应用于电力、电子电器、计算机、通讯、汽车、机械设备等领域的铝材外壳中。
2、通常是在铝型材挤压出铝框或铝基板,再用机加工艺在铝框或铝基板的端面攻出若干个机械螺纹,以达到锁上其他构件的目的。但对于螺纹孔位较深的螺纹,直接攻牙也会增大丝锥断裂的风险,另外为了提高攻牙精准度,在铝型材挤压的同时,在铝型材挤压成型前在螺纹孔相应的位置处预设通孔,然后在通孔位置再攻螺纹,大大降低了后加工攻牙时丝锥断裂的风险,若在铝型材上预设整圆需要较大面积的端面,且不易开模及生产,因而为了易于开模,申请人在铝型材预设缺口(在通孔上预留缺口)。但在缺口攻牙时,由于有缺口,会导致丝锥攻牙过程中出现牙孔攻偏的问题。
技术实现思路
1、为解决上述问题,本实用新型提供一种在铝型材挤压成型前预设的挤型孔结构及铝材外壳。
2、为实现上述目的,本实用新型采用如下的技术方案是:一种在铝型材挤压成型前预设的挤型孔结构,包括挤压而成的铝型材,所述的铝型材上设有至少一个用于拧入螺钉的方向的挤型孔,所述的挤型孔的外侧开设有一缺口,所述的挤型孔和缺口均开设于所述铝型材挤压成型前,在挤型孔的内孔壁上沿着挤型孔的轴线方向设有工艺槽。
3、优选地,所述铝型材、挤型孔、缺口、工艺槽一体式挤出成型。
4、优选地,所述工艺槽与缺口相对设置。
5、优选地,所述缺口沿着挤型孔的轴线方向设置,且贯穿于铝型材的侧边。
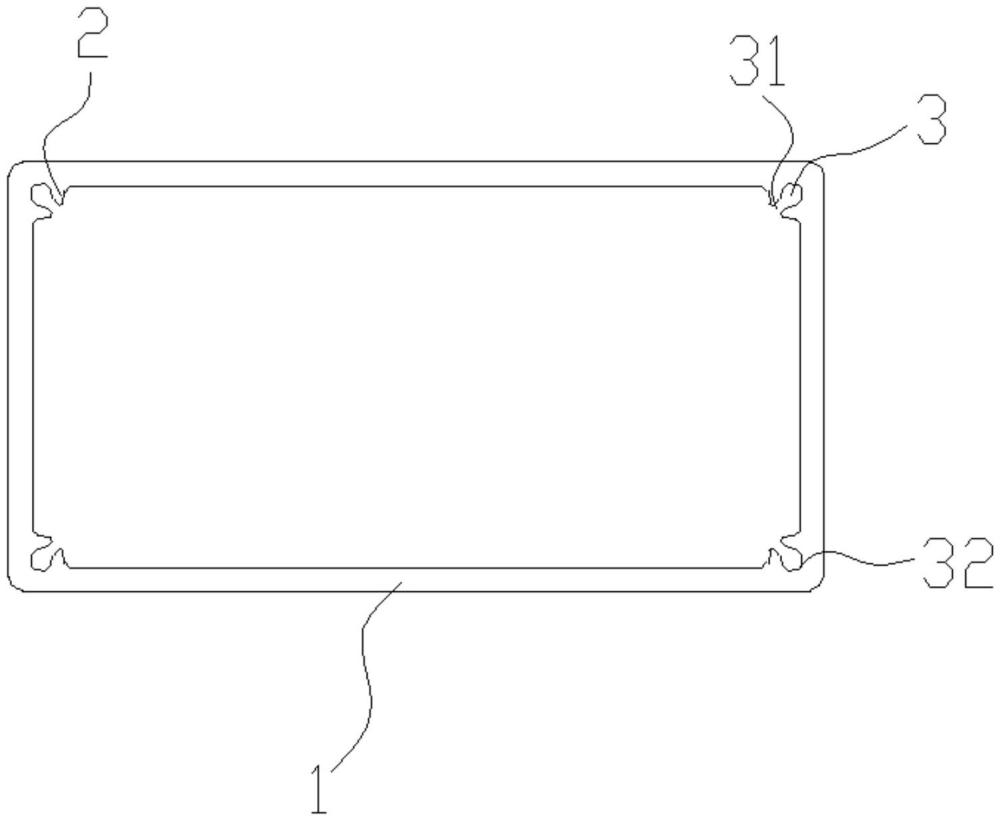
6、一种铝材外壳,包括一体式挤出成型的铝材框、凸筋以及挤型孔,所述的铝材框在位于拧入螺钉方向的端面上沿着拧入螺钉方向设有凸筋,所述的凸筋端面设有挤型孔,所述的挤型孔的外侧开设有一缺口,所述的缺口朝向铝材框的中心,在挤型孔的内孔壁上沿着挤型孔的轴线方向设有工艺槽,所述的工艺槽与缺口相对设置。
7、优选地,所述铝材框的横截面为四边形,所述铝材框的每个内角位置设有从上至下垂直的凸筋,所述凸筋的长度与铝材框的高度一致。
8、优选地,所述凸筋位于铝材框的内角位置的内表面向铝材框的中心凸起形成,其外形呈圆柱形。
9、本实用新型设计重点在于,在铝型材挤压成型前,预设具有缺口和工艺槽的挤型孔。挤型孔被丝锥攻牙时由于在缺口相对方向开了一个工艺槽,攻牙时,丝锥的受力是相对均匀的,确保丝锥始终垂直于挤型孔进入挤型孔内,避免攻牙时牙孔攻偏和丝锥断裂问题。
技术特征:
1.一种在铝型材挤压成型前预设的挤型孔结构,其特征在于:包括挤压而成的铝型材,所述的铝型材上设有至少一个挤型孔,所述的挤型孔的外侧开设有一缺口,所述的挤型孔和缺口均开设于所述铝型材挤压成型前,在挤型孔的内孔壁上沿着挤型孔的轴线方向设有工艺槽。
2.根据权利要求1所述的所述一种在铝型材挤压成型前预设的挤型孔结构,其特征在于:所述的铝型材、挤型孔、缺口、工艺槽一体式挤出成型。
3.根据权利要求1所述的所述一种在铝型材挤压成型前预设的挤型孔结构,其特征在于:所述的工艺槽与缺口相对设置。
4.根据权利要求1所述的所述一种在铝型材挤压成型前预设的挤型孔结构,其特征在于:所述的缺口沿着挤型孔的轴线方向设置,且贯穿于铝型材的侧边。
5.一种铝材外壳,其特征在于:包括一体式挤出成型的铝材框、凸筋以及挤型孔,所述的铝材框在位于拧入螺钉方向的端面上沿着拧入螺钉方向设有凸筋,所述的凸筋端面设有挤型孔,所述的挤型孔的外侧开设有一缺口,所述的缺口朝向铝材框的中心,在挤型孔的内孔壁上沿着挤型孔的轴线方向设有工艺槽,所述的工艺槽与缺口相对设置。
6.根据权利要求5所述的所述一种铝材外壳,其特征在于:所述铝材框的横截面为四边形,所述铝材框的每个内角位置设有从上至下垂直的凸筋,所述凸筋的长度与铝材框的高度一致。
7.根据权利要求5所述的所述一种铝材外壳,其特征在于:所述凸筋位于铝材框的内角位置的内表面向铝材框的中心凸起形成,其外形呈圆柱形。
8.根据权利要求5所述的所述一种铝材外壳,其特征在于:所述挤型孔位于凸筋的端面中心位置。
技术总结
本技术涉及一种具有在铝型材挤压成型前预设的挤型孔结构的铝材外壳,所述挤型铝型材包括铝材框、凸筋以及挤型孔。本实施例中,所述铝材框的内部每个角落位置设有从上至下垂直的凸筋,凸筋端面设有挤型孔,挤型孔的缺口朝向铝型材主体内部中心,位于缺口相对的挤型孔内表面上设有工艺槽。本技术的设计重点在于,新款铝挤在给挤型孔攻牙时由于在缺口相对方向开了一个工艺槽,攻牙时,螺纹丝锥的受力是相对均匀的,螺纹孔不会发生位移的情况,丝锥也不会因为受力偏位导致的损坏,从而保护螺纹孔。
技术研发人员:李平,徐海长
受保护的技术使用者:东莞市正康电子有限公司
技术研发日:20230724
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!