一种用于管道焊接充保护气的密封装置的制作方法
本技术涉及不锈钢管焊接,具体为一种用于管道焊接充保护气的密封装置。
背景技术:
1、以前的不锈钢管主要用于特殊工艺场所,随着现代工艺水平的提高和对品质生活的追求,在日常民用工程中不锈钢管也得到普遍应用,一些大城市甚至要求所有生活给水管都使用不锈钢管。不锈钢管焊接是一种最常用的连接的方式,被大量采用,按工艺标准要求需采用气体保护氩孤焊打底,除了焊枪上自带氩气保护外,在焊口的内壁也要求有气体保护(常用的气体是氩气)。
2、通常是将保护气输送至焊接处,将管道两端进行密封,因为管内充氩气极不方便、会降低工效,而且大管道、长管道全管道充满时要消耗大量的氩气,极大的增加了施工成本,所以这道工序经常被漠视或草率对待,造成极大的质量隐患(焊口腐蚀)和损失;
3、管内充氩气一般有全程充氩和局部充氩两种方式,全程充氩是把所有管道接通以后,用氩气从管的一端充气(一般是低位置的一端),在另一个开放的端头排气,判断排放完,再静置一天后,检测管内直到其中不含有氧气成分,这种方法周期长、浪费大、保护效果也不够好,时间成本和材料成本都会很高;如有多个支路,排气将要更长时间;若有不锈钢管改造施工时,为几个焊口全程充氩,会更不经济;
4、现在也有一些管内局部充氩的工具,通常是在管内设置两块硬质挡板、用硬质手柄推入管道,然后人工将待焊接处密封,硬质手柄使用时灵活性不高,密封性不好,通用性也不够,有些工具还非常笨重,不便于操作。
技术实现思路
1、针对上述现有技术中焊接保护气的密封性不好,灵活性不高,通用性也不够,难以连续长距离的推进,使管道系统要分多段对接施工,一些受限的空间还无法放进不锈钢管内,有些工具还非常笨重,不便于操作的问题,本实用新型提供了一种用于管道焊接充保护气的密封装置,目的是解决上述问题。
2、为实现上述目的,本实用新型提供如下技术方案:
3、一种用于管道焊接充保护气的密封装置,包括第一气囊、第二气囊和氩气输送管,所述第一气囊与第二气囊之间设有连通管,所述第二气囊设有连通管相对的一侧连通有加气软管,所述加气软管内可穿入玻璃钢穿线棒,所述加气软管末端设有加气结构,所述氩气输送管的一端设于第一气囊与第二气囊之间,并固定在连通管上,另一端末端设有氩气输送设备。
4、优选的,所述加气结构包括三通管,所述三通管一端与加气软管末端连通,第二端连通有加气筒,第三端设有压力表。
5、优选的,所述三通管对应加气筒处设有截止阀。
6、优选的,所述第一气囊与第二气囊对应连通管处设有气嘴,所述连通管对应气嘴处设有卡箍,所述第二气囊对应加气软管处设有气嘴,所述加气软管对应气嘴处设有卡箍。
7、优选的,所述第一气囊设有连通管相对的一侧设有牵引环,所述牵引环上连接有牵引钢丝。
8、优选的,所述连通管中部位置设有标识带。
9、与现有技术相比,本实用新型具备以下有益效果:
10、本实用新型提供的一种用于管道焊接充保护气的密封装置,通过玻璃钢穿线棒将第一气囊与第二气囊配合牵引钢丝、配合观察标识带,将其输送至焊接位置的两端,通过加气结构对气囊进行充气,在连通管的作用下使第一气囊与第二气囊充气至堵住焊接位置的两端,由于半硬质氩气输送管固定在连接连通管上,同时由于气囊膨胀将与半硬质氩气输送管接触处填充密封,同时不会压扁半硬质氩气输送管,以免影响氩气输送;在通过外界氩气输送设备将氩气输送至第一气囊与第二气囊之间,方便快捷;
11、同时在加气结构的加气筒处设有截止阀,在充完气后对其密封,焊接完成后,通过截止阀放气,第一气囊与第二气囊缩小,通过玻璃钢穿线棒和牵引钢丝的配合继续在管道内移动至需要焊接的地方,便于对管道内多个焊接处多次使用,灵活性高。
技术特征:
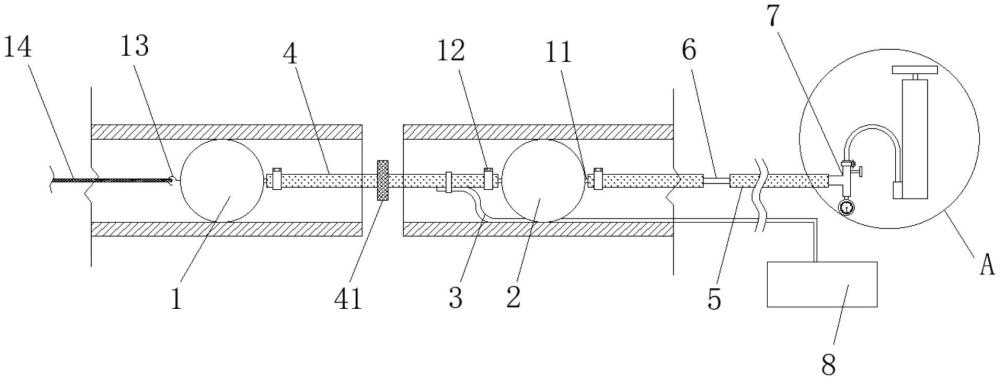
1.一种用于管道焊接充保护气的密封装置,其特征在于,包括第一气囊(1)、第二气囊(2)和半硬质氩气输送管(3),所述第一气囊(1)与第二气囊(2)之间设有连通管(4),所述第一气囊(1)与第二气囊(2)通过连通管(4)连通,所述第二气囊(2)设有连通管(4)相对的一侧连通有加气软管(5),所述加气软管(5)内可穿入玻璃钢穿线棒(6),所述加气软管(5)末端设有加气结构(7),所述半硬质氩气输送管(3)的一端设于第一气囊(1)与第二气囊(2)之间,并固定在连通管(4)上,另一端末端设有氩气输送设备(8)。
2.根据权利要求1所述的一种用于管道焊接充保护气的密封装置,其特征在于,所述加气结构(7)包括三通管(71),所述三通管(71)一端与加气软管(5)末端连通,第二端连通有加气筒(72),第三端设有压力表(73)。
3.根据权利要求2所述的一种用于管道焊接充保护气的密封装置,其特征在于,所述三通管(71)对应加气筒(72)处设有截止阀(74)。
4.根据权利要求1所述的一种用于管道焊接充保护气的密封装置,其特征在于,所述第一气囊(1)与第二气囊(2)对应连通管(4)处设有气嘴(11),所述连通管(4)对应气嘴(11)处设有卡箍(12),所述第二气囊(2)对应加气软管(5)处设有气嘴(11),所述加气软管(5)对应气嘴(11)处设有卡箍(12)。
5.根据权利要求1所述的一种用于管道焊接充保护气的密封装置,其特征在于,所述第一气囊(1)设有连通管(4)相对的一侧设有牵引环(13),所述牵引环(13)上连接有牵引钢丝(14)。
6.根据权利要求1所述的一种用于管道焊接充保护气的密封装置,其特征在于,所述连通管(4)中部位置设有标识带(41)。
技术总结
本技术公开了一种用于管道焊接充保护气的密封装置,包括第一气囊、第二气囊和半硬质氩气输送管,第一气囊与第二气囊之间设有连通管,第一气囊与第二气囊通过连通管连通,第二气囊设有连通管相对的一侧连通有加气软管,加气软管内可穿入玻璃钢穿线棒,加气软管末端设有加气结构,半硬质氩气输送管的一端设于第一气囊与第二气囊之间,并固定在连通管上,另一端末端设有氩气输送设备;将第一气囊与第二气囊通过玻璃钢穿线棒,推送至焊接处两侧,通过加气结构7通过加气软管给第二气囊加气,同时通过连通管使第一气囊同时加气,使其膨胀对管道进行密封,同时这一特性可使其适用于不同管径焊接时对保护气体的密封。
技术研发人员:耿伟峰,胡刚,陆杰,吴善浒,党鹏飞
受保护的技术使用者:中建三局第一建设安装有限公司
技术研发日:20230727
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!