可定位安装镍片的FPC-铝巴焊接工装的制作方法
本技术涉及动力电池,特别涉及一种可定位安装镍片的fpc-铝巴焊接工装。
背景技术:
1、在电池模组的ccs(集成母排,是cells contact system的缩写)线束隔离板中,fpc(柔性电路板,是flexible printed circuit的缩写)与铝巴的连接方式通常是通过在fpc上预先焊接一块镍片,再将该镍片的另一端焊接在铝巴上。但该连接方式中,镍片与fpc的焊接需要采用回流焊工艺,而回流焊工艺复杂且成本较高。
2、针对上述问题,提出了一种改进的fpc-铝巴连接方式,仍需要采用镍片,但该镍片是直接覆在fpc连接端的一侧表面上的,铝巴覆在fpc连接端的另一侧表面上,然后通过焊接的方式将该镍片、fpc连接端和铝巴三者融合焊接。该改进的连接方式取消了镍片与fpc的回流焊工艺,简化了工艺,降低了成本。对于三者的融合焊接形式,考虑到镍片是与fpc导电连接端的导线直接接触的,如果采用超声焊接的形式进行三者融合焊接,很容易因为超声振动而导致镍片磨损导线,进而导致断线,因此,该改进的连接方式通常采用激光焊接进行三者的融合焊接。但是该连接方式通常采用激光焊接,而激光焊接要求被焊接物之间应紧密接触,否则容易导致虚焊,无法保证激光焊接的可靠性。
技术实现思路
1、为了解决上述问题,本实用新型提供了一种可定位安装镍片的fpc-铝巴焊接工装,可快速定位安装镍片,并能够保证镍片、fpc和铝巴三者在焊接之前保持紧密接触,提高了焊接的可靠性。
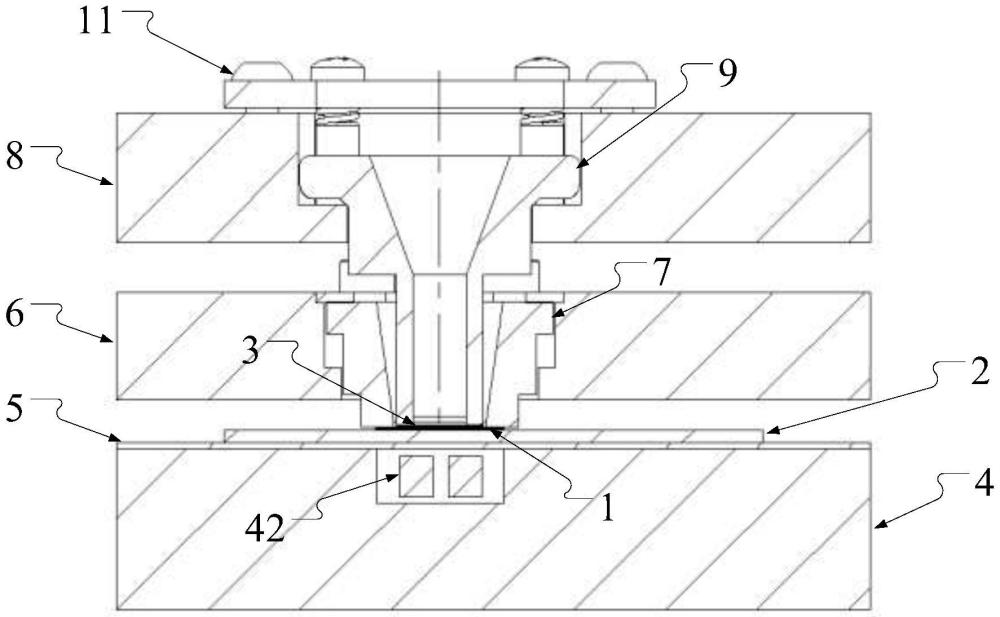
2、本实用新型通过如下方案来实现:一种可定位安装镍片的fpc-铝巴焊接工装,fpc的导电层线路蚀刻而成,所述焊接工装包括:
3、底座,所述底座上开设有凹槽,所述凹槽内装设有用于吸附镍片的磁性件,所述底座上盖设有用于摆放fpc和铝巴的安装板;
4、用于盖设在所述安装板上方的第一盖板,所述第一盖板上正对所述凹槽的位置开设有第一压块口;
5、用于贯穿卡设在所述第一压块口的第一压块,所述第一压块的中部贯通开设有用以定位放入镍片并供焊接操作的限位口,在所述第一压块卡设在所述第一压块口时,所述第一压块的底端延伸出所述第一压块口并形成用于压设fpc导电连接端四周的第一压设缘。
6、本实用新型可定位安装镍片的fpc-铝巴焊接工装的进一步改进在于,还包括盖设于所述第一压块的顶端并用于将所述第一压块固定在所述第一盖板上的第一锁附盖,所述第一锁附盖上对应于所述限位口的位置贯通开设有第一避让口。
7、本实用新型可定位安装镍片的fpc-铝巴焊接工装的进一步改进在于,所述第一压块的外周设有第一凸缘,所述第一压块口的内壁设有与所述第一凸缘相适配的第一缺口。
8、本实用新型可定位安装镍片的fpc-铝巴焊接工装的进一步改进在于,还包括:
9、用于盖设在所述第一盖板上方的第二盖板,所述第二盖板上对应于所述第一压块口的位置开设有第二压块口;
10、用于在所述第二盖板盖设在所述第一盖板上时贯穿卡设在所述第二压块口的第二压块,所述第二压块的中部贯通开设有供焊接操作的焊接口,所述第二压块卡设在所述第二压块口时,所述第二压块的底端延伸出所述第二压块口并插入所述限位口形成用于压设所述镍片四周的第二压设缘。
11、本实用新型可定位安装镍片的fpc-铝巴焊接工装的进一步改进在于,所述限位口呈上大下小的喇叭口状,所述第二压块插入所述限位口的部分的横截面尺寸与所述限位口的下端尺寸相适配。
12、本实用新型可定位安装镍片的fpc-铝巴焊接工装的进一步改进在于,所述焊接口自上而下分为两段,上段呈上大下小的喇叭口状,下段呈直筒状,且所述下段的横截面尺寸与所述上段的下端尺寸相适配。
13、本实用新型可定位安装镍片的fpc-铝巴焊接工装的进一步改进在于,还包括盖设于所述第二压块的顶端并用于将所述第二压块固定在所述第二盖板上的第二锁附盖,所述第二锁附盖上对应于所述焊接口的位置贯通开设有第二避让口。
14、本实用新型可定位安装镍片的fpc-铝巴焊接工装的进一步改进在于,所述第二压块的外周设有第二凸缘,所述第二压块口的内壁设有与所述第二凸缘相适配的第二缺口。
15、本实用新型可定位安装镍片的fpc-铝巴焊接工装的进一步改进在于,所述fpc上设有用于一一对应地连接多个铝巴的多个所述fpc导电连接端,所述凹槽、所述第一压块口、所述第一压块、所述第二压块口和所述第二压块的数量均为多个且均与多个所述fpc导电连接端一一对应设置。
16、本实用新型的焊接工装可快速定位安装镍片,并能保证镍片、fpc和铝巴三者在焊接之前保持紧密接触,提高了焊接的可靠性。通过对镍片的限位,防止了镍片相对fpc的接线端的摩擦,避免了对fpc导电线路的磨损。另外,对于多位置连接的结构,可以采用该焊接工装一次性定位好所有镍片,再统一进行焊接,极大地提高了工作效率。
技术特征:
1.一种可定位安装镍片的fpc-铝巴焊接工装,其特征在于,fpc的导电层线路蚀刻而成,所述焊接工装包括:
2.如权利要求1所述的可定位安装镍片的fpc-铝巴焊接工装,其特征在于,还包括盖设于所述第一压块的顶端并用于将所述第一压块固定在所述第一盖板上的第一锁附盖,所述第一锁附盖上对应于所述限位口的位置贯通开设有第一避让口。
3.如权利要求1所述的可定位安装镍片的fpc-铝巴焊接工装,其特征在于,所述第一压块的外周设有第一凸缘,所述第一压块口的内壁设有与所述第一凸缘相适配的第一缺口。
4.如权利要求1所述的可定位安装镍片的fpc-铝巴焊接工装,其特征在于,还包括:
5.如权利要求4所述的可定位安装镍片的fpc-铝巴焊接工装,其特征在于,所述限位口呈上大下小的喇叭口状,所述第二压块插入所述限位口的部分的横截面尺寸与所述限位口的下端尺寸相适配。
6.如权利要求4所述的可定位安装镍片的fpc-铝巴焊接工装,其特征在于,所述焊接口自上而下分为两段,上段呈上大下小的喇叭口状,下段呈直筒状,且所述下段的横截面尺寸与所述上段的下端尺寸相适配。
7.如权利要求4所述的可定位安装镍片的fpc-铝巴焊接工装,其特征在于,还包括盖设于所述第二压块的顶端并用于将所述第二压块固定在所述第二盖板上的第二锁附盖,所述第二锁附盖上对应于所述焊接口的位置贯通开设有第二避让口。
8.如权利要求4所述的可定位安装镍片的fpc-铝巴焊接工装,其特征在于,所述第二压块的外周设有第二凸缘,所述第二压块口的内壁设有与所述第二凸缘相适配的第二缺口。
9.如权利要求4所述的可定位安装镍片的fpc-铝巴焊接工装,其特征在于,所述fpc上设有用于一一对应地连接多个铝巴的多个所述fpc导电连接端,所述凹槽、所述第一压块口、所述第一压块、所述第二压块口和所述第二压块的数量均为多个且均与多个所述fpc导电连接端一一对应设置。
技术总结
本技术涉及一种可定位安装镍片的FPC‑铝巴焊接工装,FPC的导电层线路蚀刻而成,该焊接工装包括:底座,该底座上开设有凹槽,该凹槽内装设有用于吸附镍片的磁性件,该底座上盖设有用于摆放FPC和铝巴的安装板;用于盖设在该安装板上方的第一盖板,该第一盖板上正对该凹槽的位置开设有第一压块口;用于贯穿卡设在该第一压块口的第一压块,该第一压块的中部贯通开设有用以定位放入镍片并供焊接操作的限位口,在该第一压块卡设在该第一压块口时,该第一压块的底端延伸出该第一压块口并形成用于压设FPC导电连接端四周的第一压设缘。本技术可快速定位安装镍片,并能够保证镍片、FPC和铝巴三者在焊接前保持紧密接触,提高了焊接的可靠性。
技术研发人员:郑国龙,徐小平
受保护的技术使用者:安费诺(宁德)电子有限公司
技术研发日:20230727
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!