一种新型飞机副油箱旋压模的制作方法
本技术涉及模压,具体涉及一种新型飞机副油箱旋压模。
背景技术:
1、旋压是一种综合了锻造、挤压、拉伸、弯曲、环轧、横轧和滚挤等工艺特点的少无切削加工的先进工艺,它是将金属筒坯、平板毛坯或预制坯用尾顶顶紧在旋压机芯模上,由主轴带动芯棒和坯料旋转,同时旋压轮从毛坯一侧将材料挤压在旋转的芯模上,是材料产生逐点连续的局部塑性变形,在需按轮的进给运动和坯料的喜旋转运动共同作用下,使局部的塑性变形逐步扩展到坯料的全部表面,并紧贴与模具,从而获得各种母线形状的空心旋转体零件。
2、但是一般的旋压模体积大,且工作程序过多,对于一些简单的结构成型费时费力,同时在进行旋压的同时过程较慢,需要一点一点进行慢慢成型,工作效率低,同时由于设备时通过在坯料表面旋转挤压成型,在一定程度上可能对坯料表面造成伤害。
3、针对以上设备体积大和工作效率低,可能会对坯料表面造成伤害等问题,现提供一种简单的优化方案。
技术实现思路
1、为解决上述技术问题,本实用新型所采用的技术方案:
2、一种新型飞机副油箱旋压模,包括:凸模、凸模底板、凹模,所述凸模结构为圆锥形结构,所述凹模结构为圆锥型结构,所述凸模底板固定在所述凸模底部,其特征在于,所述凸模内部设置有螺母,所述螺母数量两件,所述螺母分别设置在凸模内部的上部和中间部分,所述凸模底部的凸模底板通过圆柱销进行定位并且通过螺栓和底部螺母进行固定,所述凸模底部开设有圆孔,所述凹模和凸模中间安装有脱模环。
3、优选的,所述凹模顶部安装有端盖,所述端盖上部安装有活动压板,所述端盖内圈部安装有轴承衬套,所述轴承衬套外边面安装有推力轴承,所述推力轴承顶部安装有旋帽,所述旋帽外部固定有四根手柄,所述螺母位置固定住螺杆一端,所述螺杆另一端穿过所述凸模和凹模的中心位置,所述凸模中的螺母与所述端盖,活动压板、轴承衬套、推力轴承、旋帽同轴。
4、优选的,所述螺杆依次穿过旋帽、轴承衬套、螺母。
5、优选的,所述凹模顶部外表面设置有吊耳,所述吊耳上安装有吊环,所述吊环高度高于所述活动压板到凹模上表面的距离。
6、有益效果
7、1.本实用新型通过凹模和凸模的配合能够很好的设计出旋压模,同时该设备结构简单易于方便任何地方的使用,工作时无需电力驱动,人工手动也能够进行旋压处理,同时设备在进行旋压时,所需进行成型的坯料无需参加旋转,能够直接一次性成型,保护了坯料表面的完整性,能够防止坯料表面的损伤出现。
技术特征:
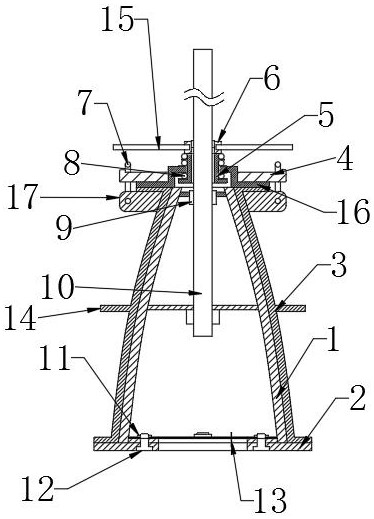
1.一种新型飞机副油箱旋压模,包括:凸模(1)、凸模底板(2)、凹模(3),所述凸模(1)结构为圆锥形结构,所述凹模(3)结构为圆锥型结构,所述凸模底板(2)固定在所述凸模(1)底部,其特征在于,所述凸模(1)内部设置有螺母(9),所述螺母(9)数量两件,所述螺母(9)分别设置在凸模(1)内部的上部和中间部分,所述凸模(1)底部的凸模底板(2)通过圆柱销(13)进行定位并且通过螺栓(12)和底部螺母(11)进行固定,所述凸模(1)底部开设有圆孔,所述凹模(3)和凸模(1)中间安装有脱模环(14)。
2.根据权利要求1所述的一种新型飞机副油箱旋压模,其特征在于,所述凹模(3)顶部安装有端盖(16),所述端盖(16)上部安装有活动压板(4),所述端盖(16)内圈部安装有轴承衬套(5),所述轴承衬套(5)外边面安装有推力轴承(8),所述推力轴承(8)顶部安装有旋帽(6),所述旋帽(6)外部固定有四根手柄(15),所述螺母(9)位置固定住螺杆(10)一端,所述螺杆(10)另一端穿过所述凸模(1)和凹模(3)的中心位置,所述凸模(1)中的螺母(9)与所述端盖(16),活动压板(4)、轴承衬套(5)、推力轴承(8)、旋帽(6)同轴。
3.根据权利要求2所述的一种新型飞机副油箱旋压模,其特征在于,所述螺杆(10)依次穿过旋帽(6)、轴承衬套(5)、螺母(9)。
4.根据权利要求2所述的一种新型飞机副油箱旋压模,其特征在于,所述凹模(3)顶部外表面设置有吊耳(17),所述吊耳(17)上安装有吊环(7),所述吊环(7)高度高于所述活动压板(4)到凹模(3)上表面的距离。
技术总结
本技术提供一种新型飞机副油箱旋压模,包括:凸模、凸模底板、凹模,所述凸模结构为圆锥形结构,所述凹模结构为圆锥型结构,所述凸模底板固定在所述凸模底部,其特征在于,所述凸模内部设置有螺母,所述螺母数量两件,所述螺母分别设置在凸模内部的上部和中间部分,所述凸模底部的凸模底板通过圆柱销进行定位并且通过螺栓和底部螺母进行固定,所述凹模中间部分固定有脱模环。本技术结构简单,在工作时能够保护坯料表面不会出现损伤,同时设备适合各种场景使用,方便快捷。
技术研发人员:吴安德,史旭明,李昌萍
受保护的技术使用者:江西金科力实业有限公司
技术研发日:20230731
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!