磁极线圈热压工装的制作方法
本技术涉及水轮发电机制造,特别是涉及一种磁极线圈热压工装。
背景技术:
1、磁极线圈是发电机的重要部件,多个磁极线圈组成转子绕组,在运行中受到机械力、热应力和热的作用,有时会受到由于不同原因引起的过电压作用,易产生绝缘老化和损坏。水轮发电机磁极线圈按端部形状可分为圆头和平头两种,制作过程手工强度较大,除满足外形尺寸要求外,还需确保绝缘良好可靠,质量不易掌控,若没有进行有效的控制,则直接影响磁极装配和机组的正常运行。
2、水轮发电机磁极线圈一般是由矩形、五边形或七边形扁紫铜带绕制而成,再经无氧退火、修转角增厚、整形、做引线、绝缘处理及热压等工序制作成型,磁极线圈制作需依靠工装模具,且制造过程中所需的压紧力也比较大,由于磁极线圈和工装模具组装后的总重量一般比较重,致使反复装、卸模操作相对比较麻烦;另外,在绝缘处理及热压过程中需对磁极线圈通电加热,绝缘材料受热胶化及膨胀后线匝间会发生滑动或位移,导致侧边凹凸不平或鼓胀(行业内称为“大肚子”),影响转子撑块的安装,磁极线圈上、下面的平行度与内侧面的垂直度偏差则直接影响磁极装配和转子挂装,严重时需进行返修或加工,造成生产成本增加。
技术实现思路
1、基于此,有必要提供一种方便操作且能够提高产品质量的磁极线圈热压工装。
2、一种磁极线圈热压工装,包括:
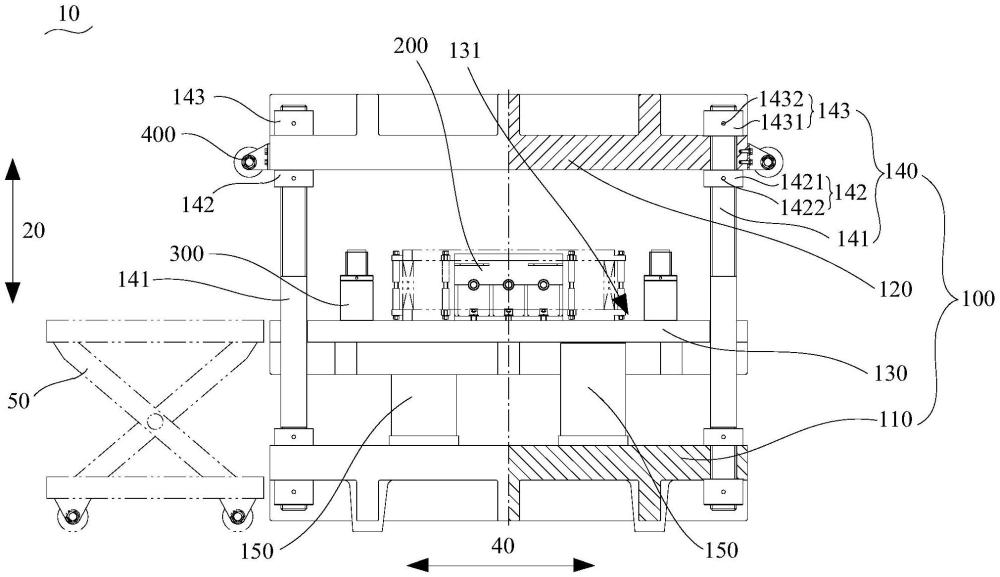
3、压力组件,包括下座、与所述下座沿第一方向间隔设置的上座、设于所述下座和所述上座之间的活动座、连接于所述上座和所述下座之间的支撑结构以及与所述活动座传动连接的压力驱动件;所述活动座及所述上座相对的两个表面分别具有均与所述第一方向垂直的第一压持面及第二压持面;所述上座可操作地沿所述第一方向相对于所述支撑结构可移动,以调整所述第一压持面和所述第二压持面之间的距离;
4、侧压组件,包括固定侧压结构及活动侧压结构;所述固定侧压结构及所述活动侧压结构沿与所述第一压持面平行的第二方向间隔设置于所述第一压持面上;所述固定侧压结构及所述活动侧压结构相对的两个表面分别具有均与所述第一压持面垂直的第三压持面和第四压持面;所述活动侧压结构被构造为沿所述第二方向可伸缩,以调整所述第三压持面和所述第四压持面之间的距离;
5、限高组件,安装在所述第一压持面上;
6、其中,所述压力驱动件用于提供一驱动所述活动座沿第一方向上升,以将所述压力组件的工作状态切换至压持状态或压紧状态;
7、处于所述压持状态时,所述第二压持面与所述第一压持面上热压模具内的磁极线圈压持,并未与所述限高组件接触,所述第三压持面和所述第四压持面均未与所述磁极线圈抵持;处于所述压紧状态时,所述第二压持面与所述限高组件抵持,以限定所述磁极线圈在所述第一方向上的压紧高度,所述第一压持面和所述第二压持面以及所述第三压持面和所述第四压持面用于分别从所述第一方向及所述第二方向压紧所述磁极线圈。
8、上述磁极线圈热压工装,使用时,根据磁极线圈和热压模具的总高度来调整上座与活动座之间的间距;在对磁极线圈加热后,待磁极线圈的绝缘材料变软后启动压力驱动件,以将压力组件的工作状态切换至预压紧状态;之后再利用活动侧压结构将磁极线圈压紧在第三压持面和第四压持面之间,以对磁极线圈进行侧压工作;再次启动压力驱动件,以将压力组件的工作状态切换至压紧状态,以对磁极线圈进行下压工作。如此,在预压紧状态下对磁极线圈进行侧压,以降低绝缘材料受热胶化及膨胀后线匝间发生滑动或位移的概率,之后再在侧压状态下对磁极线圈进行下压工作,进一步降低了绝缘材料受热胶化及膨胀后线匝间发生滑动或位移的概率,使得热压后磁极线圈上、下面的平行度较高,磁极线圈的侧面较为平整,且与磁极线圈的上、下面的垂直度偏差较小,从而可提高磁极线圈的成品质量,降低磁极线圈的装配成本。
技术特征:
1.一种磁极线圈热压工装,其特征在于,包括:
2.根据权利要求1所述的磁极线圈热压工装,其特征在于,所述上座沿周向间隔开设有多个安装通孔;所述支撑结构包括多个支撑柱、与多个所述支撑柱一一对应的多个调节件及与多个所述支撑柱一一对应的多个锁紧件;
3.根据权利要求2所述的磁极线圈热压工装,其特征在于,所述支撑柱远离所述下座的一端具有外螺纹;所述调节件包括调节螺母;所述锁紧件包括锁紧螺母;所述调节螺母螺接于所述支撑柱具有所述外螺纹的一端,并与所述第二压持面抵持;所述锁紧螺母螺接于所述支撑柱具有所述外螺纹的一端,并与所述上座背离所述第二压持面的一侧表面抵持。
4.根据权利要求3所述的磁极线圈热压工装,其特征在于,所述支撑柱具有所述外螺纹的一端具有多个环形凹槽;所述调节件还包括可拆卸地安装于所述调节螺母上的第一锁杆;所述锁紧件还包括可拆卸地安装于所述锁紧螺母上的第二锁杆;所述第一锁杆的一端伸入至所述调节螺母内并可选择地插入其中一个所述环形凹槽内,所述第二锁杆的一端伸入至所述锁紧螺母内并可选择地插入另一所述环形凹槽内。
5.根据权利要求1所述的磁极线圈热压工装,其特征在于,所述限高组件为多个;多个所述限高组件间隔设置在所述第一压持面上,并用于围在所述第一压持面上热压模具的四周。
6.根据权利要求1所述的磁极线圈热压工装,其特征在于,所述限高组件包括固定座及限高螺柱;所述固定座的一端固定在所述第一压持面上,另一端的端面开设有调节螺孔;所述限高螺柱的一端螺接于所述调节螺孔,另一端伸出至所述调节螺孔外。
7.根据权利要求6所述的磁极线圈热压工装,其特征在于,所述限高组件还包括锁定螺母及可拆卸地安装于所述锁定螺母上的第三锁杆;所述锁定螺母螺接于所述限高螺柱,并与所述固定座背离所述第一压持面的一端端面抵持。
8.根据权利要求1所述的磁极线圈热压工装,其特征在于,所述固定侧压结构包括固定底座及第一压板;所述活动侧压结构包括活动底座、第二压板及侧压螺杆;
9.根据权利要求1所述的磁极线圈热压工装,其特征在于,还包括滑轮组件;所述滑轮组件包括两个安装座、滚轴及滚筒结构;两个所述安装座沿与所述第二方向间隔安装在所述上座的侧面;所述滚轴的两端分别与两个所述安装座可拆卸地连接;所述滚筒结构可转动地穿设于所述滚轴上,并位于两个所述安装座之间。
10.根据权利要求9所述的磁极线圈热压工装,其特征在于,在所述第一方向上,所述第二压持面的高度高于所述滚筒结构外周圆最低处的高度。
技术总结
本技术涉及一种磁极线圈热压工装。磁极线圈热压工装包括压力组件、侧压组件及限高组件。压力组件包括下座、上座、活动座、支撑结构及压力驱动件。上座可操作地沿第一方向可移动,调整第一压持面和第二压持面之间的距离。活动侧压结构被构造为沿第二方向可伸缩,调整第三压持面和第四压持面之间的距离。压力驱动件用于将压力组件的工作状态切换至压持状态或压紧状态。处于压持状态时,第二压持面与第一压持面上的磁极线圈压持;处于压紧状态时,第二压持面与限高组件抵持,第一压持面和第二压持面以及第三压持面和第四压持面用于分别从第一方向及第二方向压紧磁极线圈。磁极线圈热压工装,可提高磁极线圈的成品质量,降低磁极线圈的装配成本。
技术研发人员:闫建坡,黎宗亮,解再益,刘弟武,唐世波
受保护的技术使用者:湖南云箭集团有限公司
技术研发日:20230731
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!