一种无料边铝箔膜片冲压模具的制作方法
本技术涉及模具,特别涉及一种无料边铝箔膜片冲压模具。
背景技术:
1、铝箔膜片是以铝箔为原材料使用专用设备和模具一次性冷冲压成形的一种铝箔容器封口盖。铝箔膜片冲压模具专用于生产铝箔餐盒盖等铝箔容器封口盖,属冲压模具,但比常规的钣金冲压模具结构复杂、精度要求高,工作方式也不同。当前铝箔冲压模具通过凹凸模的相对运动,挤压铝箔原材料,实现铝箔膜片成型。
2、现有技术中,型腔凹模与凸模的相对运行挤压使铝箔原材料产生拉伸变形,形成铝箔膜片,由于铝箔成型原理限制,现有铝箔膜片模具成型大多是留有边角料的,凹模与凸模的挤压不能完全利用铝箔从而留下料边,这样会增加原材料的使用成本,为此本申请公开了一种无料边铝箔膜片冲压模具来满足人们需求。
技术实现思路
1、本申请的目的在于提供一种无料边铝箔膜片冲压模具,以解决上述背景技术中提出现有技术中,型腔凹模与凸模的相对运行挤压使铝箔原材料产生拉伸变形,形成铝箔膜片,由于铝箔成型原理限制,现有铝箔膜片模具成型大多是留有边角料的,凹模与凸模的挤压不能完全利用铝箔从而留下料边,这样会增加原材料的使用成本的问题。
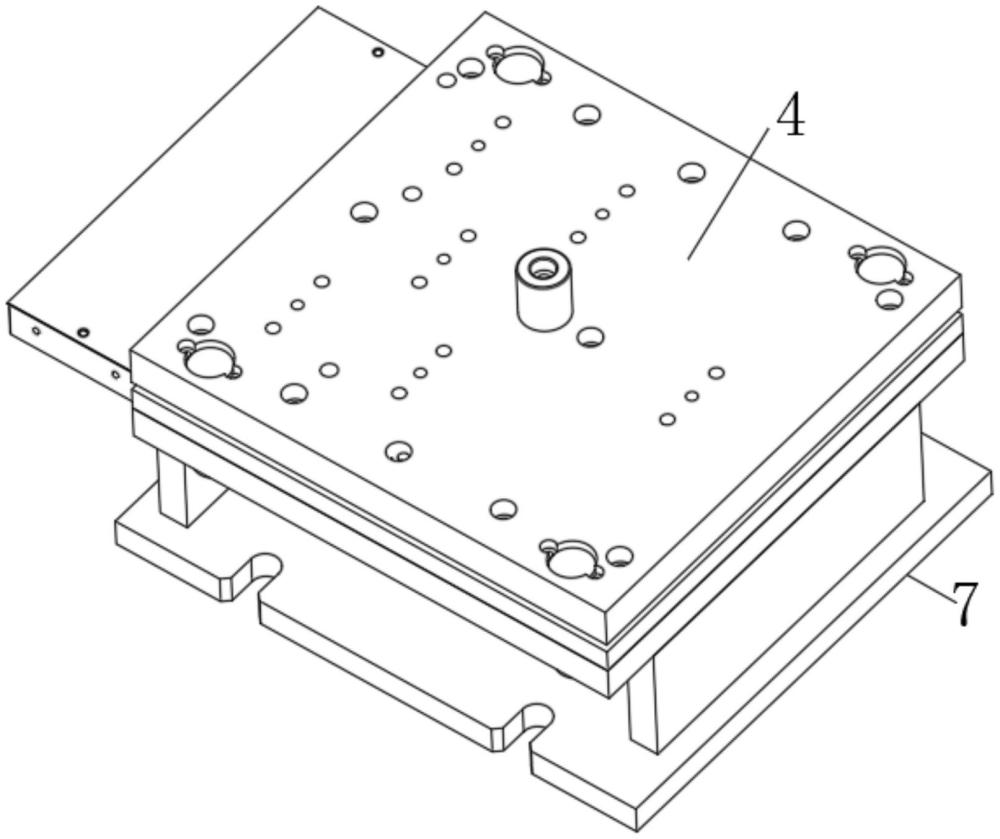
2、为实现上述目的,本申请提供如下技术方案:一种无料边铝箔膜片冲压模具,包括下模座,所述下模座的顶部通过两个支撑板固定安装有下成型板,所述下成型板的上方设置有上模座,所述上模座的顶部中心位置固定安装有模柄,所述上模座的底部安装有落料冲模和成型冲模;
3、所述下成型板的顶部开设有成型槽和落料孔,所述落料孔与所述落料冲模的位置相对应,所述成型冲模与所述成型槽的位置相对应。
4、优选的,所述成型槽的数量为三个,所述成型槽与所述成型冲模的数量相同。
5、优选的,所述落料孔的数量为三个,所述落料孔与所述落料冲模的数量相同。
6、优选的,所述下成型板的侧部固定连接有导向块,所述成型冲模位于所述落料冲模、所述导向块之间位置。
7、优选的,所述下成型板、所述下模座和两个所述支撑板之间围成储料空腔。
8、优选的,所述成型槽和所述落料孔均为六边形设置。
9、综上,本实用新型的技术效果和优点:
10、本实用新型结构合理,冲床上滑块升起,送料机将铝箔料带规定长度送入模具内,冲床上滑块落下,成型冲模将铝箔膜片冲压成型,形成所需要的凹槽形状,冲床上滑块再次升起,送料机第二次将铝箔料带送入规定长度,带凹槽形状的料带到达落料冲模位置下方,然后冲床上滑块再次落下,将带凹槽的料带冲下,同时成型冲模将料带形成一个新的凹槽,依次循环实现铝箔膜片冲压,最终使产品成型,且不会产生料边,从而减少废料产生,提高料带利用率。
技术特征:
1.一种无料边铝箔膜片冲压模具,其特征在于:包括下模座(7),所述下模座(7)的顶部通过两个支撑板固定安装有下成型板(6),所述下成型板(6)的上方设置有上模座(4),所述上模座(4)的顶部中心位置固定安装有模柄(2),所述上模座(4)的底部安装有落料冲模(1)和成型冲模(3);
2.根据权利要求1所述的一种无料边铝箔膜片冲压模具,其特征在于:所述成型槽(8)的数量为三个,所述成型槽(8)与所述成型冲模(3)的数量相同。
3.根据权利要求1所述的一种无料边铝箔膜片冲压模具,其特征在于:所述落料孔(9)的数量为三个,所述落料孔(9)与所述落料冲模(1)的数量相同。
4.根据权利要求1所述的一种无料边铝箔膜片冲压模具,其特征在于:所述下成型板(6)的侧部固定连接有导向块(5),所述成型冲模(3)位于所述落料冲模(1)、所述导向块(5)之间位置。
5.根据权利要求1所述的一种无料边铝箔膜片冲压模具,其特征在于:所述下成型板(6)、所述下模座(7)和两个所述支撑板之间围成储料空腔(10)。
6.根据权利要求1所述的一种无料边铝箔膜片冲压模具,其特征在于:所述成型槽(8)和所述落料孔(9)均为六边形设置。
技术总结
本技术公开了一种无料边铝箔膜片冲压模具,涉及到模具技术领域,包括下模座,所述下模座的顶部通过两个支撑板固定安装有下成型板,所述下成型板的上方设置有上模座。本技术结构合理,冲床上滑块升起,送料机将铝箔料带规定长度送入模具内,冲床上滑块落下,成型冲模将铝箔膜片冲压成型,形成所需要的凹槽形状,冲床上滑块再次升起,送料机第二次将铝箔料带送入规定长度,带凹槽形状的料带到达落料冲模位置下方,然后冲床上滑块再次落下,将带凹槽的料带冲下,同时成型冲模将料带形成一个新的凹槽,依次循环实现铝箔膜片冲压,最终使产品成型,且不会产生料边,从而减少废料产生,提高料带利用率。
技术研发人员:于光旭,张芹,曲浩然
受保护的技术使用者:青岛大乾工业有限公司
技术研发日:20230802
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!