一种焊接工件保温结构的制作方法
本技术涉及加热保温领域,尤其涉及一种焊接工件保温结构。
背景技术:
1、目前超大吨位起重机产量持续提升,焊接结构件中大量使用高强钢,而高强钢焊接时裂纹敏感性较强,尤其高强钢板厚较大时,极易产生氢致裂纹,对工艺保障能力及员工技能素质要求较高。为保证焊接质量,提高工作效率,降低操作者劳动强度,急需开发针对高强钢焊后的保温结构,来满足使用需求。
2、现有技术是在工件焊接完成之后,人工将保温棉覆盖在焊缝位置,包裹工件并固定好,以此保温达到焊后缓冷的目的。但是,存在如下问题:1、保温棉本身不发热,覆盖在焊接后工件上仅仅以降低热量散发达到缓冷目的。2、无法进行温度控制调整焊后缓冷的速度。3、人工将保温棉包裹工件,存在烫伤安全隐患。
技术实现思路
1、实用新型目的:针对现有技术的不足与缺陷,本实用新型提供一种焊接工件保温结构,提高焊后保温温度控制的精确性,控制缓冷速度,提高焊后质量;提高焊后保温加热速度,提高效率;提高保温结构的使用便捷性及安全性。
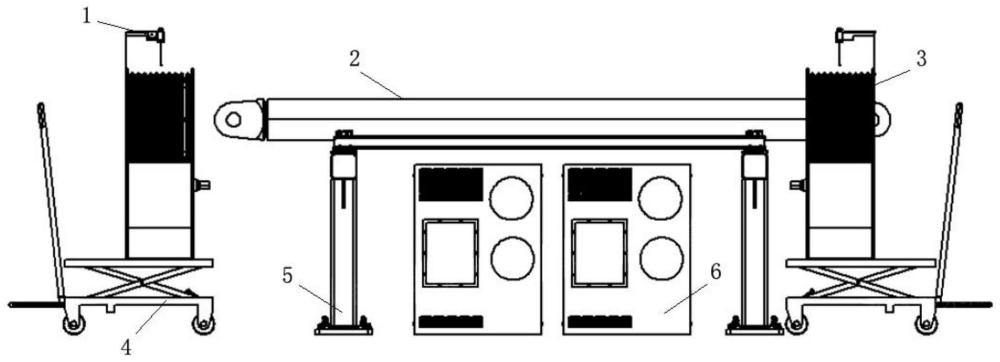
2、技术方案:本实用新型的一种焊接工件保温结构,其特征在于:包括焊接工件,焊接工件通过2个工件支撑进行支撑,工件支撑之间设有2个中频感应加热电源,中频感应加热电源与位于可移动升降小车上的电磁感应加热线圈对应设置,电磁感应加热线圈上方设有温度传感器。
3、其中,所述的中频感应加热电源的数量为2,电磁感应加热线圈的数量为2,电磁感应加热线圈与中频感应加热电源一一对应,焊接工件位于2个电磁感应加热线圈内。
4、其中,所述的中频感应加热电源的加热温度为100℃-350℃。
5、其中,所述的中频感应加热电源设有控制操作面板。
6、其中,所述的可移动升降小车包括升降支架、推手、底部滚轮。
7、其中,所述的底部滚轮的数量为4,4个底部滚轮位于升降支架的矩形底板的4个角部。
8、其中,所述的温度传感器采用红外温度传感器。
9、有益效果:与现有技术相比,本实用新型具有以下显著优点:本实用新型提高焊后保温温度控制的精确性,控制缓冷速度,提高焊后质量;提高焊后保温加热速度,提高效率;提高保温结构的使用便捷性及安全性。
技术特征:
1.一种焊接工件保温结构,其特征在于:包括焊接工件(2),焊接工件(2)通过2个工件支撑(5)进行支撑,工件支撑(5)之间设有2个中频感应加热电源(6),中频感应加热电源(6)与位于可移动升降小车(4)上的电磁感应加热线圈(3)对应设置,电磁感应加热线圈(3)上方设有温度传感器(1)。
2.根据权利要求1所述的焊接工件保温结构,其特征在于:所述的中频感应加热电源(6)的数量为2,电磁感应加热线圈(3)的数量为2,电磁感应加热线圈(3)与中频感应加热电源(6)一一对应,焊接工件(2)位于2个电磁感应加热线圈(3)内。
3.根据权利要求1所述的焊接工件保温结构,其特征在于:所述的中频感应加热电源(6)的加热温度为100℃-350℃。
4.根据权利要求1所述的焊接工件保温结构,其特征在于:所述的中频感应加热电源(6)设有控制操作面板。
5.根据权利要求1所述的焊接工件保温结构,其特征在于:所述的可移动升降小车(4)包括升降支架、推手、底部滚轮。
6.根据权利要求5所述的焊接工件保温结构,其特征在于:所述的底部滚轮的数量为4,4个底部滚轮位于升降支架的矩形底板的4个角部。
7.根据权利要求1所述的焊接工件保温结构,其特征在于:所述的温度传感器(1)采用红外温度传感器。
技术总结
本技术公开了一种焊接工件保温结构,包括焊接工件,焊接工件通过2个工件支撑进行支撑,工件支撑之间设有2个中频感应加热电源,中频感应加热电源与位于可移动升降小车上的电磁感应加热线圈对应设置,电磁感应加热线圈上方设有温度传感器。本技术提高焊后保温温度控制的精确性,控制缓冷速度,提高焊后质量;提高焊后保温加热速度,提高效率;提高保温结构的使用便捷性及安全性。
技术研发人员:冀士鑫,周鑫淼,张莹莹,张鹏
受保护的技术使用者:徐工集团工程机械股份有限公司建设机械分公司
技术研发日:20230803
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!