拼焊定位装置的制作方法
本技术涉及焊接工装领域,特别是涉及一种拼焊定位装置。
背景技术:
1、在叉车行业中,叉车油箱体焊合应用于叉车车架系统中,主要用于存装液压油、燃油,加强车身结构以及作为两侧车身外观面等;在叉车中前后两端与驱动桥、转向桥相连接,底面焊接横梁用于安装承载发动机或电池,对叉车结构强度、平稳高效工作、防止车身抖动等起到关键性的作用。
2、目前叉车油箱体焊合的拼焊有采用划线拼焊、模板简易定位拼焊、平板放置拼装等方式。其中,人工划线拼焊费时、费力、效率低,质量不稳定;而模板简易定位拼焊及平板放置拼装方式,定向不精确、质量也不稳定,并且由于模板普遍采用薄板制成,不耐磨,使用寿命差,难以满足产品拼焊的工作要求。特别是叉车油箱体焊合前、后封板以及外壁板均有空间角度要求,仅凭划线及肉眼观看确定各个工件的方向,误差较大,很难保证油箱体焊合后放到整车架总成工装上依旧能够正常拼焊;而作为车身两侧外观面,定位不准容易出现偏斜、位置有偏差等质量问题。
3、叉车油箱体焊合属于连接前桥及后车架的中间部位,为保证整体车身的尺寸及强度,且与车架相连的护顶架装配也须准确,同时为了后续能够使用自动化焊接降低劳动强度、提高生产效率,因此焊接位置尺寸要求都较高。若尺寸不符合要求将导致叉车操纵困难、车架连接不顺,安装护顶架不正,震动大等问题,更甚者导致叉车无法正常工作。
技术实现思路
1、基于此,有必要针对上述技术问题,提供一种拼焊定位装置,能够保证叉车正常工作的叉车油箱体焊合拼焊装置。
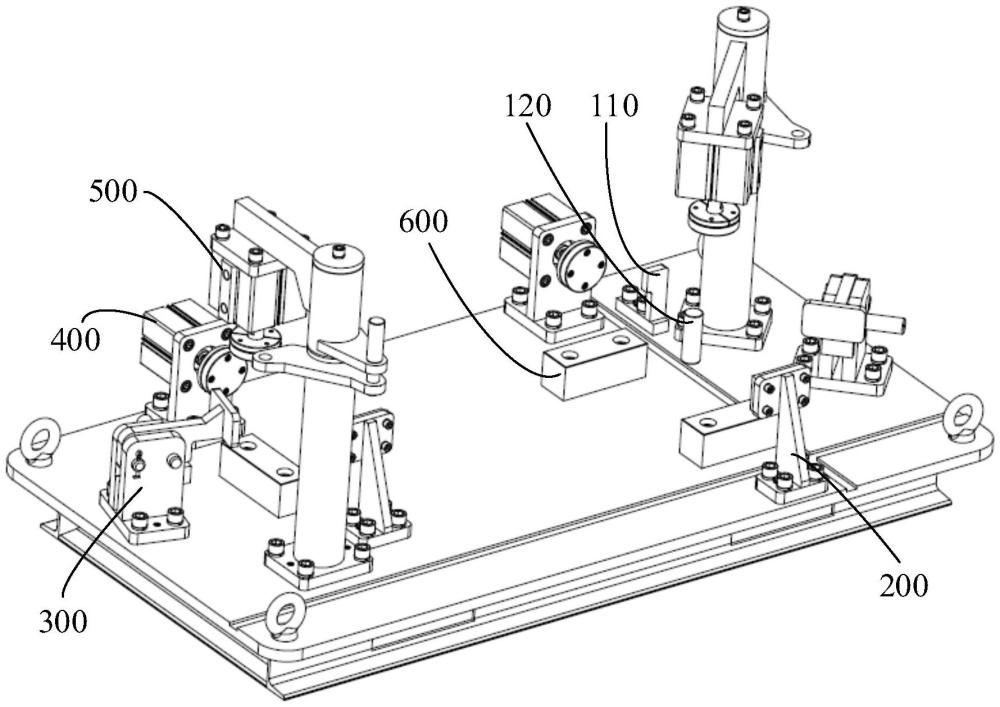
2、一种拼焊定位装置,包括:
3、端部定位机构,位于底座一端,用于对油箱体一端进行限位;
4、侧向定位机构,位于底座一侧,用于对油箱体一侧进行限位;
5、翻板定位机构,具有一个角度可调节的限位面,用于和油箱体表面贴合,所述翻板定位机构位于底座另一端,用于对油箱体的另一端进行限位;
6、气缸压紧机构,位于底座另一侧,用于对油箱体另一侧进行压紧限位;
7、压紧矫正机构,安装在底座上,用于对油箱体顶面进行压紧限位。
8、在其中一个实施例中,所述端部定位机构包括第一定位挡板和定位销轴;所述第一定位挡板和所述定位销轴均安装在底座的一端,用于对油箱体一端进行定位。
9、在其中一个实施例中,所述侧向定位机构由第二定位挡板和相应的第一底座焊合件装配而成。
10、在其中一个实施例中,翻板定位机构包括第二底座焊合件和翻转焊合件,所述翻转焊合件通过销轴转动安装在所述第二底座焊合件上。
11、在其中一个实施例中,所述第二底座焊合件上开设有定位孔,所述定位孔内安装有插销,所述插销的一端抵接在所述翻转焊合件上,用于对翻转焊合件进行固定。
12、在其中一个实施例中,所述气缸压紧机构包括第三底座焊合件、第一气缸和第一压板;所述第一气缸横向安装在所述第三底座焊合件上,所述第一压板安装在所述第一气缸的芯轴上。
13、在其中一个实施例中,所述压紧矫正机构包括支座焊合件、转臂焊合件、第二气缸和第二压板;所述转臂焊合件转动安装在所述支座焊合件上,所述第二气缸安装在所述转臂焊合件上,所述第二压板安装在所述第二气缸的芯轴上。
14、在其中一个实施例中,所述底座上还安装有垫块,用于对油箱体进行支撑。
15、上述拼焊定位装置,通过将端部定位机构和侧向定位机构分别设置在底座的一端和一侧,用于对油箱体的一端和一侧进行限位,将翻板定位机构设置在底座的另一端,用于对油箱体的另一端进行贴合,还设置有气缸压紧机构和压紧矫正机构用于对油箱体的另一侧和顶面进行限位,该拼焊定位装置通过各个机构之间的相互配合,可以对叉车油箱体焊合上的各个零部件进行准确、快速定位和固定压紧,提高了叉车油箱体焊合的拼焊精度,省时省力,使叉车油箱体焊合的拼焊质量更好、更稳定,能够保证通过该装置定位拼焊得到的油箱体在应用到叉车上叉车能够正常工作。
技术特征:
1.一种拼焊定位装置,其特征在于,包括:
2.根据权利要求1所述的拼焊定位装置,其特征在于,所述端部定位机构包括第一定位挡板和定位销轴;所述第一定位挡板和所述定位销轴均安装在底座的一端,用于对油箱体一端进行定位。
3.根据权利要求2所述的拼焊定位装置,其特征在于,所述侧向定位机构由第二定位挡板和相应的第一底座焊合件装配而成。
4.根据权利要求3所述的拼焊定位装置,其特征在于,翻板定位机构包括第二底座焊合件和翻转焊合件,所述翻转焊合件通过销轴转动安装在所述第二底座焊合件上。
5.根据权利要求4所述的拼焊定位装置,其特征在于,所述第二底座焊合件上开设有定位孔,所述定位孔内安装有插销,所述插销的一端抵接在所述翻转焊合件上,用于对翻转焊合件进行固定。
6.根据权利要求5所述的拼焊定位装置,其特征在于,所述气缸压紧机构包括第三底座焊合件、第一气缸和第一压板;所述第一气缸横向安装在所述第三底座焊合件上,所述第一压板安装在所述第一气缸的芯轴上。
7.根据权利要求6所述的拼焊定位装置,其特征在于,所述压紧矫正机构包括支座焊合件、转臂焊合件、第二气缸和第二压板;所述转臂焊合件转动安装在所述支座焊合件上,所述第二气缸安装在所述转臂焊合件上,所述第二压板安装在所述第二气缸的芯轴上。
8.根据权利要求7所述的拼焊定位装置,其特征在于,所述底座上还安装有垫块,用于对油箱体进行支撑。
技术总结
本技术涉及一种拼焊定位装置,属于焊接工装领域。该装置包括端部定位机构、侧向定位机构、翻板定位机构、气缸压紧机构和压紧矫正机构。端部定位机构位于底座一端,用于对油箱体一端进行限位;侧向定位机构位于底座一侧,用于对油箱体一侧进行限位;翻板定位机构具有一个角度可调节的限位面,用于和油箱体表面贴合,翻板定位机构位于底座另一端,用于对油箱体的另一端进行限位;气缸压紧机构位于底座另一侧,用于对油箱体另一侧进行压紧限位;压紧矫正机构安装在底座上,用于对油箱体顶面进行压紧限位。该拼焊定位装置通过各个机构之间的相互配合,能够保证通过该装置定位拼焊得到的油箱体在应用到叉车上叉车能够正常工作。
技术研发人员:田亚凯,刘春龙,郭亚洲,袁斌,马乙
受保护的技术使用者:龙工(上海)叉车有限公司
技术研发日:20230804
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!