一种超高压球阀的旋塞体加工自定位夹具的制作方法
本技术涉及球阀加工,特别是涉及一种超高压球阀的旋塞体加工自定位夹具。
背景技术:
1、超高压球阀是指旋塞体由阀杆带动,并绕阀杆轴线作旋转运动的阀门,超高压球阀在管路中主要用来做切断、分配和改变介质的流动方向,它只需要通过旋塞体旋转90度操作和很小的转动力矩,就实现超高压球阀关闭严密,具有节流和控制流量之用。超高压球阀主要用于截断或接通管路中的介质,亦可用于流体的调节与控制,管路中的流体压力可达1.6mpa~42mpa,超高压球阀的旋塞体外形为球形,旋塞体的正上方和圆周四个方向有圆形通孔或通道通过旋塞体轴线,旋塞体采用3d打印技术成型,通过旋塞体轴线的有圆形通孔或通道加工特征余量0.2毫米,现有超高压球阀的旋塞体加工存在的问题:旋塞体装夹难度大、芯轴孔既要定位赵正还要加工,旋塞体的正上方芯轴孔和圆周四个方向有圆形通孔需要加工,需多次装夹操作复杂、效率低。
技术实现思路
1、本实用新型针对现有技术中存在的问题,构思了一种超高压球阀的旋塞体加工自定位夹具,在夹具上端盖和夹具基座上分设定位球面,通过定位球面同旋塞体实现自定位,同时通过定位芯轴同旋塞体的芯轴孔配合连接粗定位,保证各加工特征加工位置精度,采用螺栓连接夹具上端盖和夹具基座,实现一次装夹可采用多轴设备对五个方向的加工特征进行加工。
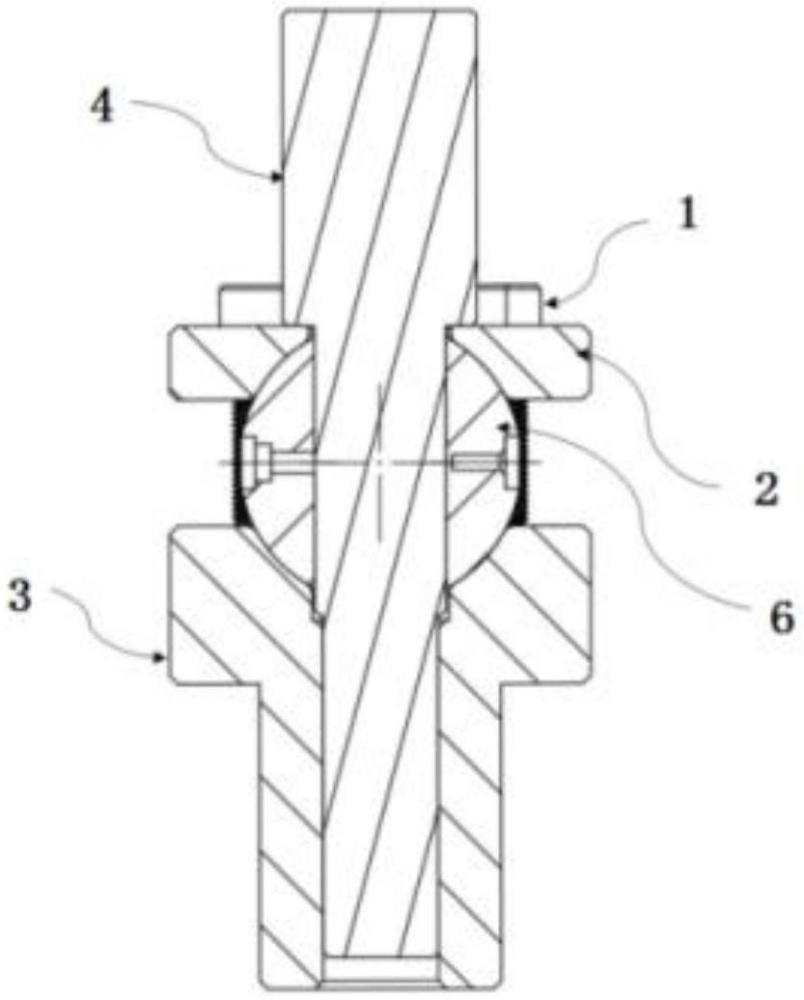
2、实现本实用新型采用的技术方案是:一种超高压球阀的旋塞体加工自定位夹具,其特征是,它包括:螺栓1、夹具上端盖2、夹具基座3、定位芯轴4和卡盘6,在所述夹具上端盖2的中心设置第一通孔,在所述夹具上端盖2的下端面中心设置第一球面,在所述夹具基座3的中心设置第二通孔,在所述夹具基座3的上端面中心设置第二球面,所述的夹具上端盖2的下端面与夹具基座3的上端面相对,所述的夹具上端盖2与夹具基座3通过螺栓1螺纹连接,所述的定位芯轴4穿过夹具上端盖2的第一通孔,所述的定位芯轴4与夹具基座3的第二通孔间隙配合连接,所述卡盘6的卡爪与夹具基座3卡紧连接。
3、进一步,所述的卡盘6为三爪卡盘。
4、进一步,所述的定位芯轴4的把手滚花处理。
5、进一步,所述的夹具上端盖2材质为q235。
6、进一步,所述的夹具基座3和定位芯轴4材质为45号钢。
7、本实用新型一种超高压球阀的旋塞体加工自定位夹具的有益效果体现在:
8、一种超高压球阀的旋塞体加工自定位夹具,通过定位芯轴同旋塞体的芯轴孔配合连接粗定位,在夹具上端盖和夹具基座上分设定位球面,通过定位球面同旋塞体定位实现自定位,通过螺栓连接夹具上端盖和夹具基座,实现旋塞体夹紧后,拔出定位芯轴,三爪卡盘卡紧夹具基座,一次装夹可采用多轴设备对旋塞体的五个方向的加工特征进行加工,具有实用性强、成本低、操作简单、精度高、提高加工效率的特点,解决了球面装夹难度大、定位找正费时费力,多次装夹操作复杂、效率低的问题。
技术特征:
1.一种超高压球阀的旋塞体加工自定位夹具,其特征是,它包括:螺栓(1)、夹具上端盖(2)、夹具基座(3)、定位芯轴(4)和卡盘(6),在所述夹具上端盖(2)的中心设置第一通孔,在所述夹具上端盖(2)的下端面中心设置第一球面,在所述夹具基座(3)的中心设置第二通孔,在所述夹具基座(3)的上端面中心设置第二球面,所述的夹具上端盖(2)的下端面与夹具基座(3)的上端面相对,所述的夹具上端盖(2)与夹具基座(3)通过螺栓(1)螺纹连接,所述的定位芯轴(4)穿过夹具上端盖(2)的第一通孔,所述的定位芯轴(4)与夹具基座(3)的第二通孔间隙配合连接,所述卡盘(6)的卡爪与夹具基座(3)卡紧连接。
2.根据权利要求1所述的一种超高压球阀的旋塞体加工自定位夹具,其特征是,所述的卡盘(6)为三爪卡盘。
3.根据权利要求1所述的一种超高压球阀的旋塞体加工自定位夹具,其特征是,所述的定位芯轴(4)的把手滚花处理。
4.根据权利要求1所述的一种超高压球阀的旋塞体加工自定位夹具,其特征是,所述的夹具上端盖(2)材质为q235。
5.根据权利要求1所述的一种超高压球阀的旋塞体加工自定位夹具,其特征是,所述的夹具基座(3)和定位芯轴(4)材质为45号钢。
技术总结
本技术公开了一种超高压球阀的旋塞体加工自定位夹具,涉及球阀加工技术领域,通过定位芯轴同旋塞体的芯轴孔配合连接实现粗定位,在夹具上端盖和夹具基座上分设定位球面,通过定位球面同旋塞体定位实现自定位,三爪卡盘卡紧夹具基座,通过螺栓连接夹具上端盖和夹具基座,实现旋塞体夹紧后,拔出定位芯轴,一次装夹可采用多轴设备对旋塞体的旋塞体的正上方芯轴孔和圆周四个方向有圆形通孔进行加工,具有实用性强、成本低、操作简单、精度高、提高加工效率的特点,解决了球面装夹难度大、定位找正费时费力,多次装夹操作复杂、效率低的问题。
技术研发人员:王乐,王智,郭华卫,董乐,张桂源,高继财,冯树君,付晓钟,修宇,孙广武
受保护的技术使用者:中国第一汽车股份有限公司
技术研发日:20230807
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!