一种用于全焊接板式换热器的焊接结构的制作方法
本技术涉及换热器加工的,特别是一种用于全焊接板式换热器的焊接结构。
背景技术:
1、全焊接板式换热器,通过两股不同温度的流体分别在同一金属板片两侧的通道中流过,利用薄金属板的导热性,实现两股流体的热量交换。现有全焊接换热器的金属板片之间采用与金属板相同材质的嵌条进行氩弧焊焊接,原嵌条焊接形式,不仅自身焊接会产生应力,金属板片在压制过程中产生的形变应力也被强行组合在一起,会导致全焊接换热器出现变形的情况。原金属板片需要一次拼装完成,然后统一进行焊接,无法实现灵活的模块化焊接,导致金属板经焊接后老化、疲劳,影响换热器的使用寿命,且材料成本较高。
技术实现思路
1、本实用新型的目的在于克服现有技术的缺点,提供一种用于全焊接板式换热器的焊接结构。
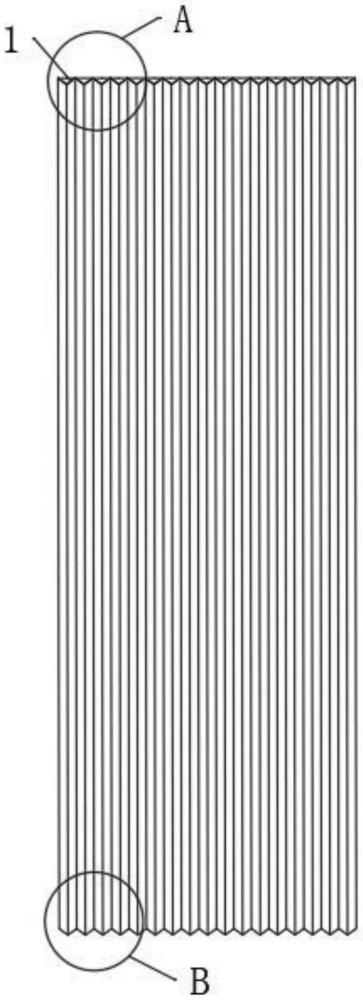
2、本实用新型的目的通过以下技术方案来实现:一种用于全焊接板式换热器的焊接结构,包括若干金属板片,所述金属板片之间直接焊接,所述金属板片形成的焊接面为锯齿面形式,所述金属板片的焊接处采用折边工艺。
3、更进一步的技术方案是,所述金属板片的焊接方式为激光焊接。
4、更进一步的技术方案是,所述金属板片呈条形,相邻两个金属板片焊接形成的角度一致。
5、更进一步的技术方案是,所述金属板片采用模块化焊接方式。
6、本实用新型具有以下优点:
7、本实用新型取消了嵌条部分,通过金属板片的直接焊接并将焊接面改为锯齿状,使得应力有了释放空间,避免全焊接板式换热器的形变,且节省了材料成本;采用折边工艺可在压制波纹时一道成型,便于实现灵活的模块化焊接,减少了整体拼装焊接中的质量问题,从而提高了焊接效率和焊接质量。
技术特征:
1.一种用于全焊接板式换热器的焊接结构,包括若干金属板片(1),其特征在于:所述金属板片(1)之间直接焊接,所述金属板片(1)形成的焊接面为锯齿面形式,所述金属板片(1)的焊接处采用折边工艺。
2.根据权利要求1所述的一种用于全焊接板式换热器的焊接结构,其特征在于:所述金属板片(1)的焊接方式为激光焊接。
3.根据权利要求1所述的一种用于全焊接板式换热器的焊接结构,其特征在于:所述金属板片(1)呈条形,相邻两个金属板片(1)焊接形成的角度一致。
4.根据权利要求1所述的一种用于全焊接板式换热器的焊接结构,其特征在于:所述金属板片(1)采用模块化焊接方式。
技术总结
本技术公开了一种用于全焊接板式换热器的焊接结构,包括若干金属板片,所述金属板片之间直接焊接,所述金属板片形成的焊接面为锯齿面形式,所述金属板片的焊接处采用折边工艺。本技术取消了嵌条部分,并采用锯齿面形式的焊接面便于应力的释放,折边工艺便于实现灵活的模块化焊接,从而提高了全焊接板式换热器的焊接效率及质量。
技术研发人员:潘加阳,潘加廷,张红
受保护的技术使用者:上海霍茨环保设备有限公司
技术研发日:20230808
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!