一种汽车侧门铰链组装线的制作方法
本技术涉及汽车零部件安装,具体为一种汽车侧门铰链组装线。
背景技术:
1、汽车侧门铰链分为公件、母件,公件与母件之间通过轴销、衬套实现可转动式连接,汽车侧门铰链主要用于车门与车体的可转动式安装,需要承受一定的扭矩作用力。汽车侧门铰链的组装涉及多个零部件的安装、压合、传送、检测等工序,现有技术中的汽车侧门铰生产组装大部分依靠人工,工作效率低,组装合格率低。
2、本实用新型提出一种汽车侧门铰链组装线,解决上述技术问题。
技术实现思路
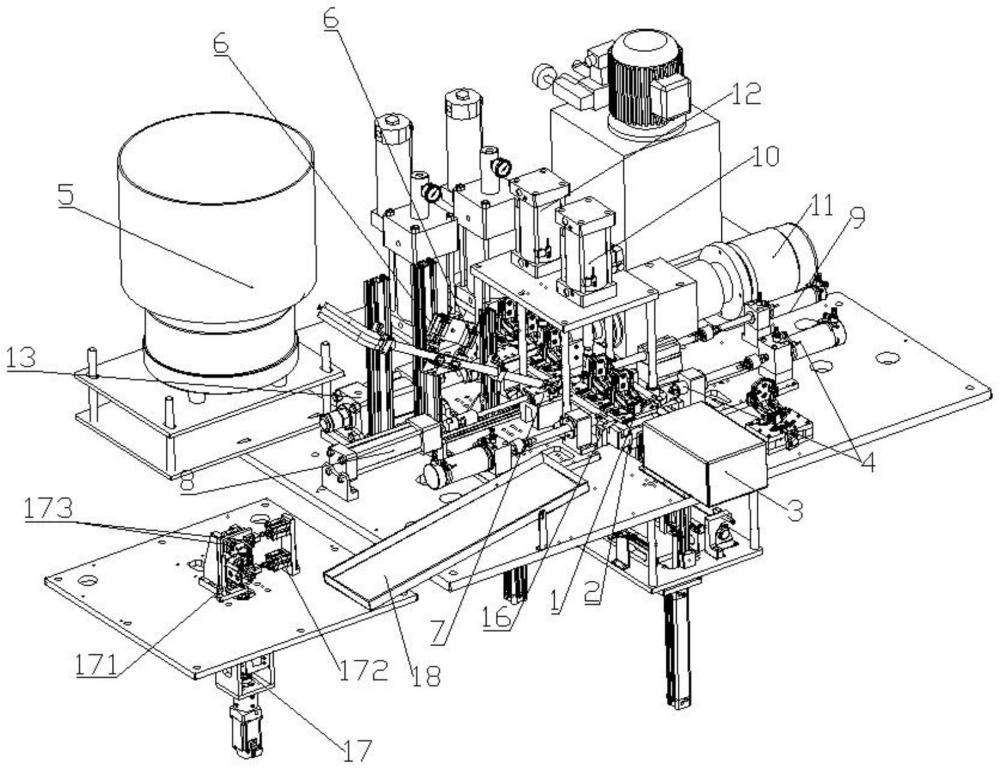
1、一种汽车侧门铰链组装线,包括治具传送组件、衬套安装组件、销轴安装组件、旋铆组件,所述治具传送组件中治具用于侧门铰链结构的放置、传送,所述衬套安装组件用于将衬套安装到侧门铰链的母件,所述销轴安装组件用于将销轴安装到侧门铰链公件、母件的销轴孔中并穿过所述母件中的衬套,所述旋铆组件用于将销轴一端面旋铆连接,所述治具传送组件用于将治具、铰链在多个工位之间传送。
2、优选的,所述一种汽车侧门铰链组装线,所述治具传送组件包括治具、治具支撑板、治具平推气缸,所述治具支撑板固定在总支撑板的上板面,所述治具平推气缸与所述总支撑板的上板面固定且位于所述治具支撑板的正前方,所述治具包括治具底板、治具支撑板、母件支撑件、公件支撑件、定位销,所述治具支撑板固定在所述治具底板的上板面,所述母件支撑件、公件支撑件、所述定位销均固定在所述治具支撑板的上板面。
3、优选的,所述一种汽车侧门铰链组装线,所述治具传送组件还包括定位气缸、定位杆,所述定位气缸的活塞轴与所述定位杆固定,所述治具底板的侧板面加工有定位槽,所述定位杆在定位气缸的作用下卡入所述定位槽中,完成治具整体的位置定位,相应的,所述治具支撑板的对应位置也开设有槽状结构,便于所述定位杆的进出。
4、优选的,所述一种汽车侧门铰链组装线,所述衬套安装组件包括衬套安装气缸、衬套导轴,所述衬套安装气缸分别对称分布在所述治具支撑板的两侧,所述衬套导轴固定在所述衬套安装气缸的活塞轴板面。
5、优选的,所述一种汽车侧门铰链组装线,所述销轴安装组件包括震动盘组件、分料气缸、出料板、销轴推料气缸,所述震动盘组件包括震动盘、料道,所述料道在所述分料气缸的位置开设有分料孔,两个所述分料气缸安装在所述分料孔的上方,两个所述分料气缸之间留有一个销轴长度的距离,所述震动盘组件中料道的出料端设置有所述出料板,所述出料板包括出料板本体、出料嘴,所述出料板的中间位置加工有销轴容纳腔、与所述销轴容纳腔连通的推料孔,两个所述出料嘴对称安装在所述出料板的两侧,两个所述出料嘴围合成喇叭状的出料嘴,所述销轴推料气缸的活塞轴通过线性轴承与所述推料孔连接。
6、优选的,所述一种汽车侧门铰链组装线,所述销轴安装组件还包括销轴安装定位气缸,所述销轴安装定位气缸固定在所述总支撑板的上板面,所述销轴安装定位气缸与所述销轴推料气缸对称安装在所述治具支撑板的两侧。
7、优选的,所述一种汽车侧门铰链组装线,所述销轴安装组件还包括第一保压气缸,所述第一保压气缸通过安装板安装在销轴安装工位中治具的正上方。
8、优选的,所述一种汽车侧门铰链组装线,所述旋铆组件包括旋铆机、第二保压气缸、旋铆推顶油缸,所述第二保压气缸通过安装板安装在旋铆工位中治具的正上方,所述第二保压气缸下降压住治具中母件支撑件上方的铰链部件,所述旋铆机、旋铆推顶油缸对称设置在所述治具支撑板的两侧;所述旋铆推顶油缸的活塞轴端部设置有外凸的刻印图案,刻印图案是批号、日期或型号。
9、优选的,所述一种汽车侧门铰链组装线,还包括升降转移组件,所述升降转移组件包括升降气缸、与治具支撑板对接的升降板、平移组件,所述升降气缸的升降输出端与所述升降板固定,所述平移组件包括平移轨道、沿所述平移轨道运动的平移滑块、输出端与所述平移滑块固定的平移驱动装置,所述升降板的上板面加工有定位脊,所述治具底板的下板面加工有与所述定位脊匹配的定位凹槽;所述平移滑块上板面设置有定位销,所述定位销位于所述治具底板的定位槽中。
10、优选的,所述一种汽车侧门铰链组装线,还包括检测传送组件,所述检测传送组件包括扭矩检测设备、倾斜传料盒体,所述总支撑板的板面加工有供治具穿过的孔,所述平移组件的传送始末两端均安装有升降气缸、升降板,所述升降转移组件将组装好的铰链从安装工位通过升降、平移转移至检测工位处,将传递到位的铰链取出放在所述倾斜传料盒体中使其滑动至扭矩检测设备处。
11、优选的,所述一种汽车侧门铰链组装线,所述扭矩检测设备包括伺服电机、减速器、扭矩传感器、扭矩检测杆、检测治具,所述伺服电机、减速器、扭矩传感器依次连接,所述检测治具包括检测定位气缸、定位块,所述定位块包括l形定位块、直线形定位块,所述l形定位块、直线形定位块靠近产品的板面均加工有台阶面,所述l形定位块与检测治具的支撑板固定,所述直线形定位块与所述检测定位气缸的活塞轴固定且所述检测治具的支撑板的板面设置有供所述直线形定位块导向穿过的定位块导向板,铰链的母件被所述定位块的台阶面压在检测治具板面,扭矩检测杆用于向公件施加扭矩作用力。
12、本实用新型涉及的汽车侧门铰链组装线工作原理如下:
13、将铰链中的母件放置到治具上,先在销轴孔中安装衬套,治具平移至下一工序,安装公件,销轴上料、销轴安装,治具平移至下一工序,边旋铆边压印记,通过升降转移组件将铰链转移到下一工位(可能是下料,也可能是检测,或者其他);当下一工位使检测工位时,将转移到位的产品进行扭矩测试。
14、本实用新型涉及的组装线结构简单、设计紧凑,自动化程度高,可高效、稳定的进行铰链多工序的组装、检测。
技术特征:
1.一种汽车侧门铰链组装线,其特征在于:包括治具传送组件、衬套安装组件、销轴安装组件、旋铆组件,所述治具传送组件中治具用于侧门铰链结构的放置、传送,所述衬套安装组件用于将衬套安装到侧门铰链的母件,所述销轴安装组件用于将销轴安装到侧门铰链公件、母件的销轴孔中并穿过所述母件中的衬套,所述旋铆组件用于将销轴一端面旋铆连接,所述治具传送组件用于将治具、铰链在多个工位之间传送。
2.如权利要求1所述一种汽车侧门铰链组装线,其特征在于:所述治具传送组件包括治具、治具支撑板、治具平推气缸,所述治具支撑板固定在总支撑板的上板面,所述治具平推气缸与所述总支撑板的上板面固定且位于所述治具支撑板的正前方,所述治具包括治具底板、治具支撑板、母件支撑件、公件支撑件、定位销,所述治具支撑板固定在所述治具底板的上板面,所述母件支撑件、公件支撑件、所述定位销均固定在所述治具支撑板的上板面。
3.如权利要求2所述一种汽车侧门铰链组装线,其特征在于:所述治具传送组件还包括定位气缸、定位杆,所述定位气缸的活塞轴与所述定位杆固定,所述治具底板的侧板面加工有定位槽,所述定位杆在定位气缸的作用下卡入所述定位槽中,完成治具整体的位置定位,相应的,所述治具支撑板的对应位置也开设有槽状结构,便于所述定位杆的进出。
4.如权利要求2所述一种汽车侧门铰链组装线,其特征在于:所述衬套安装组件包括衬套安装气缸、衬套导轴,所述衬套安装气缸分别对称分布在所述治具支撑板的两侧,所述衬套导轴固定在所述衬套安装气缸的活塞轴板面。
5.如权利要求2所述一种汽车侧门铰链组装线,其特征在于:所述销轴安装组件包括震动盘组件、分料气缸、出料板、销轴推料气缸,所述震动盘组件包括震动盘、料道,所述料道在所述分料气缸的位置开设有分料孔,两个所述分料气缸安装在所述分料孔的上方,两个所述分料气缸之间留有一个销轴长度的距离,所述震动盘组件中料道的出料端设置有所述出料板,所述出料板包括出料板本体、出料嘴,所述出料板的中间位置加工有销轴容纳腔、与所述销轴容纳腔连通的推料孔,两个所述出料嘴对称安装在所述出料板的两侧,两个所述出料嘴围合成喇叭状的出料嘴,所述销轴推料气缸的活塞轴通过线性轴承与所述推料孔连接。
6.如权利要求5所述一种汽车侧门铰链组装线,其特征在于:所述销轴安装组件还包括销轴安装定位气缸,所述销轴安装定位气缸固定在所述总支撑板的上板面,所述销轴安装定位气缸与所述销轴推料气缸对称安装在所述治具支撑板的两侧。
7.如权利要求5所述一种汽车侧门铰链组装线,其特征在于:所述销轴安装组件还包括第一保压气缸,所述第一保压气缸通过安装板安装在销轴安装工位中治具的正上方。
8.如权利要求2所述一种汽车侧门铰链组装线,其特征在于:所述旋铆组件包括旋铆机、第二保压气缸、旋铆推顶油缸,所述第二保压气缸通过安装板安装在旋铆工位中治具的正上方,所述第二保压气缸下降压住治具中母件支撑件上方的铰链部件,所述旋铆机、旋铆推顶油缸对称设置在所述治具支撑板的两侧;所述旋铆推顶油缸的活塞轴端部设置有外凸的刻印图案,刻印图案是批号、日期或型号。
9.如权利要求2所述一种汽车侧门铰链组装线,其特征在于:还包括升降转移组件,所述升降转移组件包括升降气缸、与治具支撑板对接的升降板、平移组件,所述升降气缸的升降输出端与所述升降板固定,所述平移组件包括平移轨道、沿所述平移轨道运动的平移滑块、输出端与所述平移滑块固定的平移驱动装置,所述升降板的上板面加工有定位脊,所述治具底板的下板面加工有与所述定位脊匹配的定位凹槽;所述平移滑块上板面设置有定位销,所述定位销位于所述治具底板的定位槽中。
10.如权利要求9所述一种汽车侧门铰链组装线,其特征在于:还包括检测传送组件,所述检测传送组件包括扭矩检测设备、倾斜传料盒体,所述总支撑板的板面加工有供治具穿过的孔,所述平移组件的传送始末两端均安装有升降气缸、升降板,所述升降转移组件将组装好的铰链从安装工位通过升降、平移转移至检测工位处,将传递到位的铰链取出放在所述倾斜传料盒体中使其滑动至扭矩检测设备处。
技术总结
一种汽车侧门铰链组装线,包括:治具传送组件、衬套安装组件、销轴安装组件、旋铆组件、升降转移组件、检测传送组件,治具传送组件包括治具、治具支撑板、治具平推气缸,衬套安装组件包括衬套安装气缸、衬套导轴,销轴安装组件包括震动盘组件、分料气缸、出料板、销轴推料气缸、销轴安装定位气缸,旋铆组件包括旋铆机、第二保压气缸、旋铆推顶油缸,升降转移组件包括升降气缸、升降板、平移组件,检测传送组件包括扭矩检测设备、倾斜传料盒体;本技术涉及的汽车侧门铰链组装线经过治具平推气缸将治具进行传送,先后完成衬套安装、销轴安装、旋铆操作,最后经过升降转移组件将产品移送至扭矩检测工位,整体结构简单,设计紧凑,工作效率高。
技术研发人员:李号,邹达
受保护的技术使用者:苏州科立源自动化科技有限公司
技术研发日:20230808
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!