灯杯自动组装机的制作方法
本技术涉及led灯,具体为灯杯自动组装机。
背景技术:
1、led灯是一种能够将电能转化为可见光的固态的半导体器件,它可以直接把电转化为光,然而led灯在生产时需要组装,组装时是将灯杯与光源板进行组装。
2、目前,现有的灯杯在与光源板组装时都是人工操作,组装过程中的自动化程度较低,增加了灯杯与光源板组装时的劳动强度,降低了工作效率;而且由于整个组装过程需要由人工操作,因此组装时的位置不够准确,从而降低了组装时的精度,从而给人们的使用带来了很大的困扰。
技术实现思路
1、本实用新型的目的在于提供灯杯自动组装机,以解决上述背景技术中提出人工组装工作效率低,组装精度低的问题。
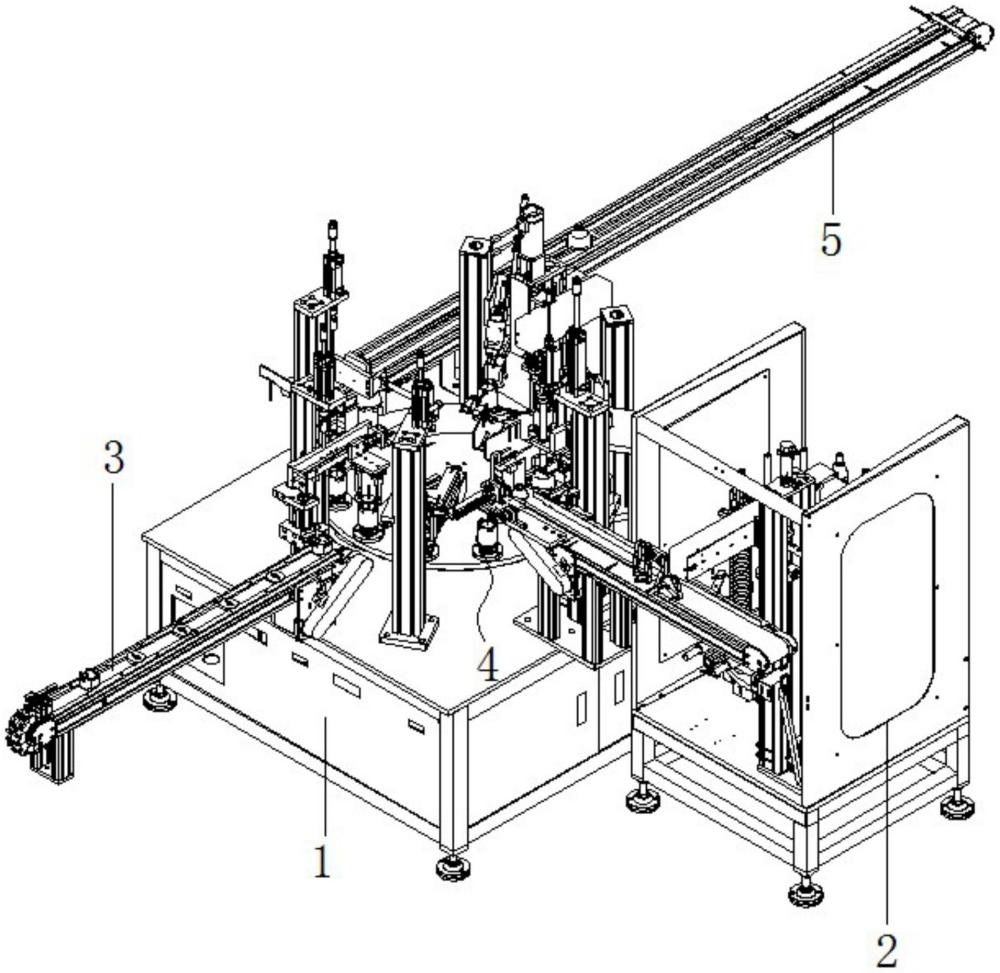
2、为实现上述目的,本实用新型提供如下技术方案:灯杯自动组装机,包括机架,所述机架的表面连接有用于圆周送料的转盘机构,该转盘机构是由转动盘、驱动电机以及夹具工位组成,所述转动盘转动连接在机架的表面,且转动盘的表面固定有若干组夹具工位,所述机架的一侧设置有用于光源板供料的光源板供料机构,所述机架表面的一端固定有用于灯杯输料的灯杯输送线,且灯杯输送线的一侧设置有上料机械手,该上料机械手用于将灯杯输送线上的灯杯上料至夹具工位中,所述转盘机构外侧的机架表面固定连接有自动理线机构,该自动理线机构用于理线工作;所述机架远离灯杯输送线的一端固定有皮带输送线,该皮带输送线用于下料工作。
3、优选的,所述机架的表面还固定连接有驱动电机,且驱动电机的输出端通过联轴器与转动盘的中轴相互固定连接。
4、优选的,所述光源板供料机构位置处的机架表面固定有光源板上料机构,该光源板上料机构用于将光源板供料机构供进的灯杯上料至理线后的夹具工位中。
5、优选的,所述光源板上料机构的一侧设置有自动压合机构,该自动压合机构用于顶杯压合工作,且该自动压合机构固定连接在机架的表面;所述机架的表面还设置有自动调整角度机构,该自动调整角度机构用于角度调整工作。
6、优选的,所述自动调整角度机构的一侧设置有自动挂侧线机构,且自动挂侧线机构固定连接在机架的表面,所述自动挂侧线机构的一侧设置有自动剪线机构,且自动剪线机构固定连接在机架的表面,该自动剪线机构用于剪线工作。
7、优选的,所述机架的表面还固定有自动下料机构,该自动下料机构用于将组装好的灯杯下料至皮带输送线上。
8、与现有技术相比,本实用新型的有益效果是:该灯杯自动组装机实现了自动上光源板到圆盘(插完件的单片)、自动理线、自动上灯杯、自动压合、自动调整角度、自动挂侧线(边线)、自动剪线以及自动下料到皮带,提高了自动化程度;因此,本实用新型将插好线的光源板上料到圆盘,然后自动上灯杯,挂侧线剪线等工序,实现全自动化,将人员省去,提高效率,提高精度,降低生产成本。
技术特征:
1.灯杯自动组装机,包括机架(1),其特征在于:所述机架(1)的表面连接有用于圆周送料的转盘机构(4),该转盘机构(4)是由转动盘(41)、驱动电机(42)以及夹具工位(43)组成,所述转动盘(41)转动连接在机架(1)的表面,且转动盘(41)的表面固定有若干组夹具工位(43),所述机架(1)的一侧设置有用于光源板供料的光源板供料机构(2),所述机架(1)表面的一端固定有用于灯杯输料的灯杯输送线(3),且灯杯输送线(3)的一侧设置有上料机械手(6),该上料机械手(6)用于将灯杯输送线(3)上的灯杯上料至夹具工位(43)中,所述转盘机构(4)外侧的机架(1)表面固定连接有自动理线机构(7),该自动理线机构(7)用于理线工作;所述机架(1)远离灯杯输送线(3)的一端固定有皮带输送线(5),该皮带输送线(5)用于下料工作。
2.根据权利要求1所述的灯杯自动组装机,其特征在于:所述机架(1)的表面还固定连接有驱动电机(42),且驱动电机(42)的输出端通过联轴器与转动盘(41)的中轴相互固定连接。
3.根据权利要求1所述的灯杯自动组装机,其特征在于:所述光源板供料机构(2)位置处的机架(1)表面固定有光源板上料机构(21),该光源板上料机构(21)用于将光源板供料机构(2)供进的灯杯上料至理线后的夹具工位(43)中。
4.根据权利要求3所述的灯杯自动组装机,其特征在于:所述光源板上料机构(21)的一侧设置有自动压合机构(8),该自动压合机构(8)用于顶杯压合工作,且该自动压合机构(8)固定连接在机架(1)的表面;所述机架(1)的表面还设置有自动调整角度机构(9),该自动调整角度机构(9)用于角度调整工作。
5.根据权利要求4所述的灯杯自动组装机,其特征在于:所述自动调整角度机构(9)的一侧设置有自动挂侧线机构(10),且自动挂侧线机构(10)固定连接在机架(1)的表面,所述自动挂侧线机构(10)的一侧设置有自动剪线机构(11),且自动剪线机构(11)固定连接在机架(1)的表面,该自动剪线机构(11)用于剪线工作。
6.根据权利要求1所述的灯杯自动组装机,其特征在于:所述机架(1)的表面还固定有自动下料机构(12),该自动下料机构(12)用于将组装好的灯杯下料至皮带输送线(5)上。
技术总结
本技术涉及灯杯组装技术领域,具体为灯杯自动组装机,包括机架,所述机架的表面连接有用于圆周送料的转盘机构,该转盘机构是由转动盘、驱动电机以及夹具工位组成,所述转动盘转动连接在机架的表面,且转动盘的表面固定有若干组夹具工位,所述机架的一侧设置有用于光源板供料的光源板供料机构,所述机架表面的一端固定有用于灯杯输料的灯杯输送线,且灯杯输送线的一侧设置有上料机械手,所述转盘机构外侧的机架表面固定连接有自动理线机构,所述机架远离灯杯输送线的一端固定有皮带输送线,该皮带输送线用于下料工作。本技术不仅。
技术研发人员:罗文钰
受保护的技术使用者:厦门鑫锐特智能科技有限公司
技术研发日:20230808
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!