一种阀板夹具零点定位器的制作方法
本技术涉及阀板加工技术,具体是一种阀板夹具零点定位器。
背景技术:
1、在加工或测量时,首先必须确定工件的零点,然后再根据零点来进行加工或者测量。但是在加工时,零件往往不会一直保持不动,当零件从一台机床移动到另一台机床进行下一工序加工时,需要重新拖表找正零点,造成大量的停机时间,降低了工作效率。
2、现有的解决方式是采用零点定位器,但是传统的零点定位器一般为卡盘,卡盘内采用气动或弹簧夹持来锁住卡有零件的夹具,尺寸较大,占用机床空间较多,而且结构复杂,造成装夹速度差,仍会影响加工效率。
技术实现思路
1、为解决上述现有技术的缺陷,本实用新型提供一种阀板夹具零点定位器,结构简单,装夹快捷方便,且精度高。
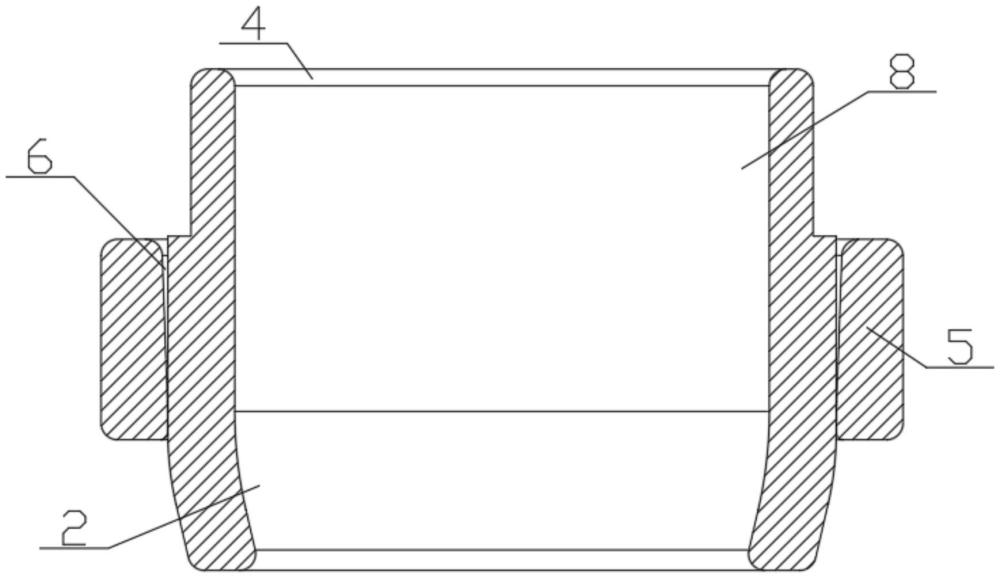
2、为实现上述技术目的,本实用新型采用如下技术方案:一种阀板夹具零点定位器,用于将保持零件的零点位置不变,包括限位销和定位销,限位销包括固定部和限位部,限位部设于固定部上方,固定部通过插接组件限定于机床上,限位部中心设有限位孔;定位销包括引导部、支撑部和卡位部,支撑部设于引导部与卡位部之间,引导部插入限位孔将支撑部限定于固定部内,卡位部上设有与零件或夹持零件的夹具卡接配合的通孔。
3、优选的,限位销和定位销上均设置倒角。
4、优选的,限位孔朝向固定部一侧的内径小于限位孔朝向引导部一侧的内径。
5、优选的,引导部与支撑部连接一侧的外径大于引导部朝向限位销一侧的外径。
6、优选的,卡位部的外径小于支撑部的外径。
7、优选的,支撑部的外径等于固定部的内径。
8、优选的,插接组件包括设置于机床加工平台上且与限位销配合的插接槽。
9、优选的,所述阀板夹具零点定位器还包括定量检测隔板与管板之间距离的检测杆。
10、综上所述,本实用新型取得了以下技术效果:
11、本实用新型的零点定位器,采用相互配合的限位销和定位销,结构简单,不仅限位销和定位销拆装方便快捷,而且定位精度高,零点始终保持不变,节省重新找正零点的辅助时间,保证工作的连续性,提高工作效率。
技术特征:
1.一种阀板夹具零点定位器,用于将保持零件的零点位置不变,其特征在于,包括
2.根据权利要求1所述的一种阀板夹具零点定位器,其特征在于,所述限位销和定位销上均设置倒角。
3.根据权利要求1所述的一种阀板夹具零点定位器,其特征在于,所述限位孔朝向固定部一侧的内径小于限位孔朝向引导部一侧的内径。
4.根据权利要求1所述的一种阀板夹具零点定位器,其特征在于,所述引导部与支撑部连接一侧的外径大于引导部朝向限位销一侧的外径。
5.根据权利要求1所述的一种阀板夹具零点定位器,其特征在于,所述卡位部的外径小于支撑部的外径。
6.根据权利要求1所述的一种阀板夹具零点定位器,其特征在于,所述支撑部的外径等于固定部的内径。
7.根据权利要求1所述的一种阀板夹具零点定位器,其特征在于,所述插接组件包括设置于机床加工平台上且与限位销配合的插接槽。
技术总结
本技术公开一种阀板夹具零点定位器,用于将保持零件的零点位置不变,包括限位销和定位销,限位销包括固定部和限位部,限位部设于固定部上方,固定部通过插接组件限定于机床上,限位部中心设有限位孔;定位销包括引导部、支撑部和卡位部,支撑部设于引导部与卡位部之间,引导部插入限位孔将支撑部限定于固定部内,卡位部上设有与零件或夹持零件的夹具卡接配合的通孔;本技术的零点定位器,采用相互配合的限位销和定位销,结构简单,不仅限位销和定位销拆装方便快捷,而且定位精度高,零点始终保持不变,节省重新找正零点的辅助时间,保证工作的连续性,提高工作效率。
技术研发人员:花海敏,任健,陈佳,张玉海,徐晓龙
受保护的技术使用者:江苏金润汽车传动科技有限公司
技术研发日:20230809
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!