车架底梁焊接工装的制作方法
本技术涉及摩托车部件加工,具体涉及到车架底梁焊接工装。
背景技术:
1、摩托车的车架是摩托车的重要组成部分,摩托车车架通常是由许多管件或杆件焊接而成,车架底梁焊接的好坏是判断车架性能的重要标准之一,车架底梁的焊接结构一般包括底梁01、安装座02、电池托架03以及喇叭安装板04,如图1所示。目前车架底梁的焊接主要依靠有一定经验的焊工进行操作,为了节约人生成本,提高生产效率,企业对机器换人的需求旺盛,但通过焊接机器人对车架底梁进行焊接,需要将底梁以及底梁上的各部件进行完全定位,目前市场上还没有相关的焊接工装。
技术实现思路
1、为克服背景技术的不足,本实用新型提供了车架底梁焊接工装,解决了目前市场上还没有相关的车架底梁定位工装的问题。
2、本实用新型采用的技术方案如下:
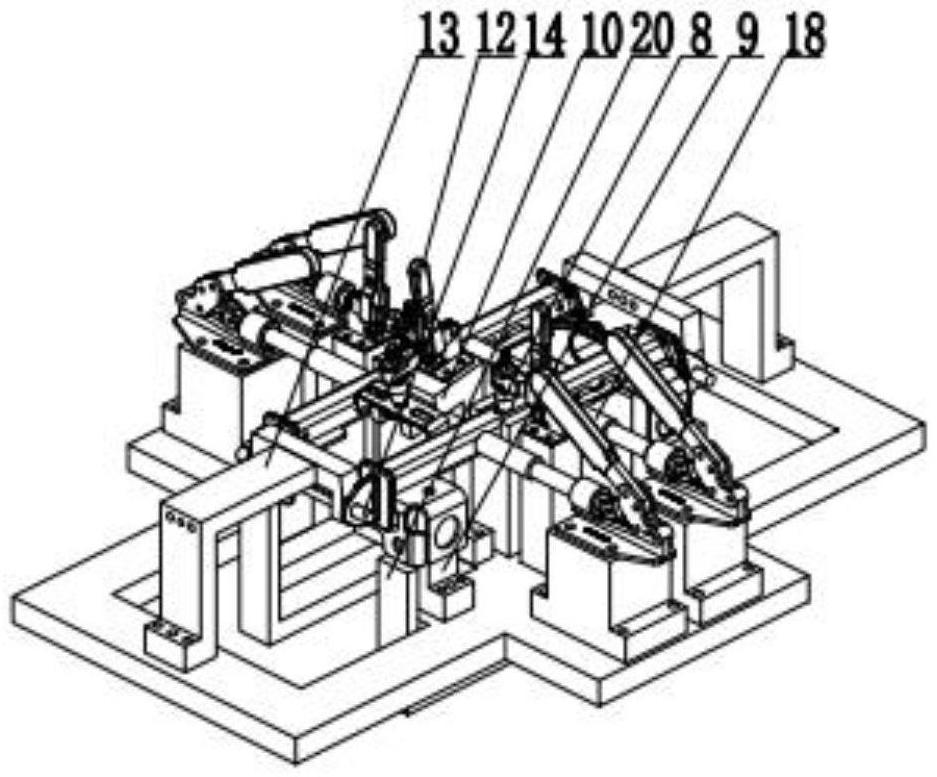
3、车架底梁焊接工装,包括一号工装以及二号工装,所述一号工装包括一号支撑块,所述一号支撑块顶面设有用于与底梁配合的凹槽,所述一号支撑块的上方设有用于与底梁配合的一号定位柱,还包括位于底梁前后两端的一号限位块以及压杆,所述限位块设有用于安装座配合的侧挡面以及下挡面,所述压杆设有用于与安装座配合的二号定位柱,所述二号工装包括用于底梁配合的二号支撑块,所述二号支撑块的上方设有一号压块,所述二号支撑块的两侧设有用于与电池托架配合的三号支撑块,所述三号支撑块的外侧面、前侧面与电池托架的内壁贴合,所述二号支撑块之间设有四号支撑块,所述四号支撑块设有用于与喇叭安装板配合的凸起部,所述四号支撑块上方设有二号压块,所述三号支撑块外侧设有支架,所述支架的左右两侧设有用于与安装座配合三号定位柱。
4、所述一号定位柱、压杆、一号压块以及二号压块均配有推拉式夹钳。
5、所述一号压块与二号压块均连接有安装在推拉式夹钳的螺杆,所述推拉式夹钳的上下两端设有安装在螺杆上的调节螺母。
6、所述一号压块以及二号压块的材料均为橡胶。
7、所述二号工装还包括设置在底梁外侧的三号压块以及设置在底梁之间的二号限位块。
8、所述三号支撑块的一侧还设有用于支撑电池托架底面的五号支撑块。
9、所述三号支撑块的顶面还设有用于与电池托架配合的四号定位柱。
10、本实用新型的有益效果是:
11、通过一号工装对底梁与安装座进行完全限位,可以先将底梁与安装座进行焊接,然后在通过二号工装对底梁、电池托架与喇叭安装板进行完全定位后再进行焊接,焊接机器人可以通过该工装实现焊接,不仅可以提高生产效率,而且能保证焊接的质量。
技术特征:
1.车架底梁焊接工装,其特征在于:包括一号工装以及二号工装,所述一号工装包括一号支撑块(1),所述一号支撑块(1)顶面设有用于与底梁(01)配合的凹槽(2),所述一号支撑块(1)的上方设有用于与底梁(01)配合的一号定位柱(3),还包括位于底梁(01)前后两端的一号限位块(4)以及压杆(5),所述一号限位块(4)设有用于安装座(02)配合的侧挡面(41)以及下挡面(42),所述压杆(5)设有用于与安装座(02)配合的二号定位柱(6),所述二号工装包括用于底梁(01)配合的二号支撑块(7),所述二号支撑块(7)的上方设有一号压块(8),所述二号支撑块(7)的两侧设有用于与电池托架(03)配合的三号支撑块(9),所述三号支撑块(9)的外侧面、前侧面与电池托架(03)的内壁贴合,所述二号支撑块(7)之间设有四号支撑块(10),所述四号支撑块(10)设有用于与喇叭安装板(04)配合的凸起部(11),所述四号支撑块(10)上方设有二号压块(12),所述三号支撑块(9)外侧设有支架(13),所述支架(13)的左右两侧设有用于与安装座(02)配合三号定位柱(14)。
2.如权利要求1所述的车架底梁焊接工装,其特征在于:所述一号定位柱(3)、压杆(5)、一号压块(8)以及二号压块(12)均配有推拉式夹钳(15)。
3.如权利要求2所述的车架底梁焊接工装,其特征在于:所述一号压块(8)与二号压块(12)均连接有安装在推拉式夹钳(15)的螺杆(16),所述推拉式夹钳(15)的上下两端设有安装在螺杆(16)上的调节螺母(17)。
4.如权利要求1所述的车架底梁焊接工装,其特征在于:所述一号压块(8)以及二号压块(12)的材料均为橡胶。
5.如权利要求1所述的车架底梁焊接工装,其特征在于:所述二号工装还包括设置在底梁(01)外侧的三号压块(18)以及设置在底梁(01)之间的二号限位块(19)。
6.如权利要求1所述的车架底梁焊接工装,其特征在于:所述三号支撑块(9)的一侧还设有用于支撑电池托架(03)底面的五号支撑块(20)。
7.如权利要求1所述的车架底梁焊接工装,其特征在于:所述三号支撑块(9)的顶面还设有用于与电池托架(03)配合的四号定位柱(21)。
技术总结
本技术提供了车架底梁焊接工装,解决了目前市场上还没有相关的车架底梁定位工装的问题。其特征在于:一号工装包括一号支撑块,一号支撑块顶面设有凹槽,一号支撑块的上方设有一号定位柱,一号限位块设有侧挡面以及下挡面,压杆设有二号定位柱,二号工装包括二号支撑块,二号支撑块的上方设有一号压块,二号支撑块的两侧设有三号支撑块,二号支撑块之间设有四号支撑块,四号支撑块设有凸起部,四号支撑块上方设有二号压块,支架的两侧三号定位柱。通过一号工装对底梁与安装座进行完全限位,可以先将底梁与安装座进行焊接,然后在通过二号工装对底梁、电池托架与喇叭安装板进行完全定位后再进行焊接,焊接机器人可以通过该工装实现焊接。
技术研发人员:毛志贤
受保护的技术使用者:舟山市奥博管业有限公司
技术研发日:20230809
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!