焊接机器人工装夹具的制作方法
本技术涉及焊接加工领域,具体为焊接机器人工装夹具。
背景技术:
1、焊接是一种通过高温高压方式接合金属材料或者其他热性材料的技术工艺,焊接过程中,首先对工件表面焊接目标位置进行熔化形成熔融区域,通过加压使两个待焊接工件接触,进而经过冷却凝固之后使其连接。随着焊接机器人在工业应用中的广泛应用,研究人员仍在深入研究焊接的本质,新的焊接方法在不断开发,焊接质量也随之逐步提高。
2、基于关节机器人的焊接加工是现如今焊接工艺中常见的焊接方式,关节机器人一般由机械臂关节、工装夹具等组成,常见的机器人末端工装夹具一般为夹板式工装,其夹持稳固性差,而且只能实现小零件夹固,在对一些板件等焊接加工时束手无策。
技术实现思路
1、本实用新型的目的在于提供焊接机器人工装夹具,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:焊接机器人工装夹具,包括安装接头、伺服切换机座a、支臂、伺服切换机座b、吸盘模块与夹具模块,其中安装接头连接于关节机器人执行末端,安装接头下侧通过伺服切换机座a连接支臂;所述支臂两侧端均安装有伺服切换机座b,两伺服切换机座b末端分别安装吸盘模块与夹具模块,吸盘模块、夹具模块可随伺服切换机座b伺服周向转动,并随伺服切换机座a切换夹具模式;所述夹具模块包括导轨支架、螺杆、螺杆套、马达与夹具单元,其中螺杆设于导轨支架的导轨槽内侧,螺杆一侧轴端转动连接导轨槽内侧壁,螺杆另一侧轴端连接马达;所述螺杆上设有两螺向相反的螺纹段,两螺纹段上均套装螺杆套,两螺杆套前端安装夹具单元。
3、优选的,夹具单元包括伺服切换机座c、基座、夹臂、摆动臂与柔性夹头,伺服切换机座c固定在螺杆套前端,伺服切换机座c前端安装基座。
4、优选的,基座上下侧均通过销轴铰装有夹臂,摆动臂设于基座外侧且其后端与夹臂铰连。
5、优选的,基座内侧设有摆臂舵机,摆臂舵机与摆动臂连接,并驱动摆动臂带动夹臂做夹持动作。
6、优选的,夹臂内侧设有柔性夹头,柔性夹头为弹力柔性夹头或浮动柔性夹头。
7、优选的,吸盘模块包括一吸盘支架、连接于吸盘支架底端面四角的吸盘,以及通过负压气管连通吸盘接头的气路分配器。
8、与现有技术相比,本实用新型的有益效果是:
9、1、本实用新型集吸盘模块与夹具模块于一体,能通过设置的伺服切换机座a切换夹具模式或吸盘模式,满足零件/金属板件加工的装夹固定。
10、2、本实用新型设置的伺服切换机座b可带动吸盘模块与夹具模块自由转动,使得夹具以及吸盘所适应的焊接装夹角度更广泛。
11、3、本实用新型设置的夹具模块上搭载的两夹具单元其之间距离可调,能通过调整满足一些大直径或大径长零件的装夹。
技术特征:
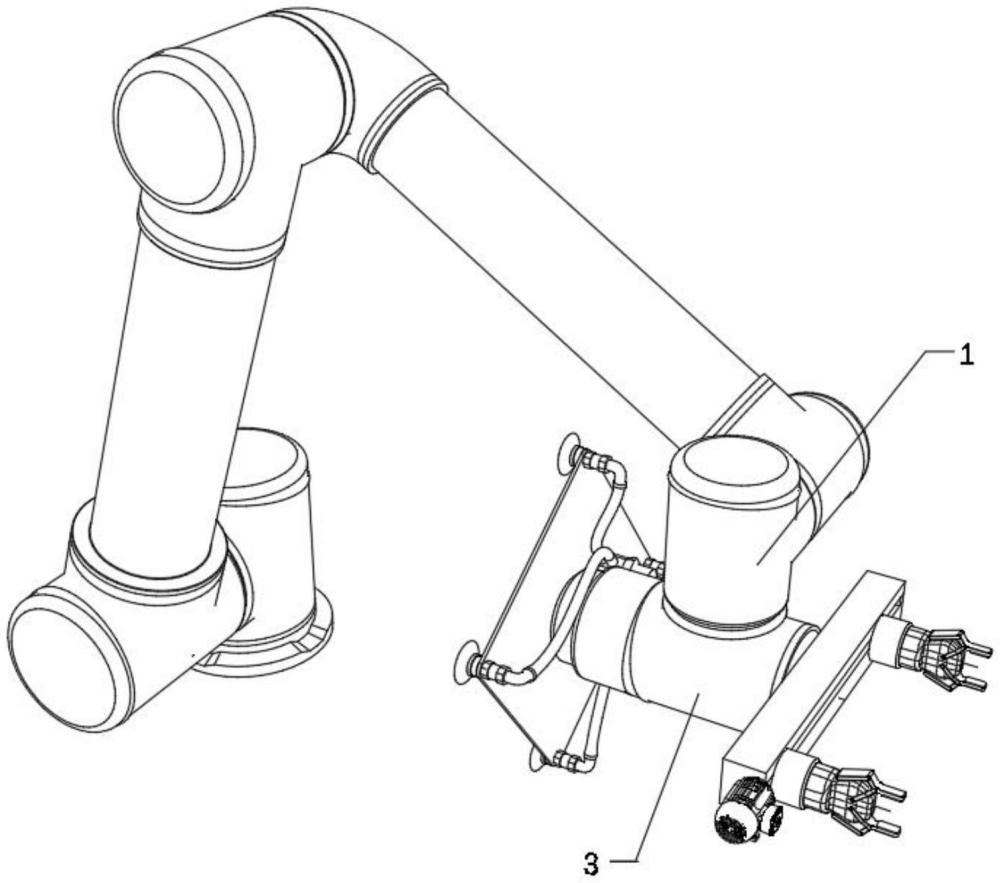
1.焊接机器人工装夹具,其特征在于,包括安装接头(1)、伺服切换机座a(2)、支臂(3)、伺服切换机座b(4)、吸盘模块与夹具模块,其中安装接头(1)连接于关节机器人执行末端,安装接头(1)下侧通过伺服切换机座a(2)连接支臂(3);所述支臂(3)两侧端均安装有伺服切换机座b(4),两伺服切换机座b(4)末端分别安装吸盘模块与夹具模块,吸盘模块、夹具模块可随伺服切换机座b(4)伺服周向转动,并随伺服切换机座a(2)切换夹具模式;所述夹具模块包括导轨支架(5)、螺杆(6)、螺杆套、马达(7)与夹具单元,其中螺杆(6)设于导轨支架(5)的导轨槽内侧,螺杆(6)一侧轴端转动连接导轨槽内侧壁,螺杆(6)另一侧轴端连接马达(7);所述螺杆(6)上设有两螺向相反的螺纹段,两螺纹段上均套装螺杆套,两螺杆套前端安装夹具单元。
2.根据权利要求1所述的焊接机器人工装夹具,其特征在于:所述夹具单元包括伺服切换机座c(8)、基座(9)、夹臂(10)、摆动臂(11)与柔性夹头(12),伺服切换机座c(8)固定在螺杆套前端,伺服切换机座c(8)前端安装基座(9)。
3.根据权利要求2所述的焊接机器人工装夹具,其特征在于:所述基座(9)上下侧均通过销轴铰装有夹臂(10),摆动臂(11)设于基座(9)外侧且其后端与夹臂(10)铰连。
4.根据权利要求2所述的焊接机器人工装夹具,其特征在于:所述基座(9)内侧设有摆臂舵机,摆臂舵机与摆动臂(11)连接,并驱动摆动臂(11)带动夹臂(10)做夹持动作。
5.根据权利要求2所述的焊接机器人工装夹具,其特征在于:所述夹臂(10)内侧设有柔性夹头(12),柔性夹头(12)为弹力柔性夹头或浮动柔性夹头。
6.根据权利要求1所述的焊接机器人工装夹具,其特征在于:所述吸盘模块包括一吸盘支架(13)、连接于吸盘支架(13)底端面四角的吸盘,以及通过负压气管连通吸盘接头的气路分配器(14)。
技术总结
本技术公开了焊接机器人工装夹具,包括安装接头、伺服切换机座A、支臂、伺服切换机座B、吸盘模块与夹具模块,其中安装接头连接于关节机器人执行末端,安装接头下侧通过伺服切换机座A连接支臂;支臂两侧端均安装有伺服切换机座B,两伺服切换机座B末端分别安装吸盘模块与夹具模块,吸盘模块、夹具模块可随伺服切换机座B伺服周向转动,并随伺服切换机座A切换夹具模式;夹具模块包括导轨支架、螺杆、螺杆套、马达与夹具单元,其中螺杆设于导轨支架的导轨槽内侧,螺杆一侧轴端转动连接导轨槽内侧壁,螺杆另一侧轴端连接马达。本技术能通过设置的伺服切换机座A切换夹具模式或吸盘模式,满足零件/金属板件加工的装夹固定。
技术研发人员:郝广利,黄培坚,杜析宁
受保护的技术使用者:东莞创利达智能装备有限公司
技术研发日:20230810
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!