一种用于轴肩带槽成型的冷墩模具的制作方法
本技术涉及冷墩模具,具体地说是一种用于轴肩带槽成型的冷墩模具。
背景技术:
1、目前,当零件有粗糙度要求时,传统的工艺为通过表面处理喷砂来达到粗糙度要求,由于冷镦有生产效率高,节约原材料等优点,越来越多的零件要求一次加工成形,使用传统的工艺来达到粗糙度要求时,无法使零件一次加工成形。
技术实现思路
1、本实用新型为克服现有技术的不足,提供一种用于轴肩带槽成型的冷墩模具。
2、为实现上述目的,设计一种用于轴肩带槽成型的冷墩模具,包括第一工位冷镦模具、第二工位冷镦模具、第三工位冷镦模具,其特征在于:所述的第一工位冷镦模具包括第一上模及第一下模,第一上模由上模一序预充、上模一序预充壳、上模一序芯子、弹簧、上模一序后垫组成,上模一序预充壳内从上至下依次嵌设有上模一序后垫、上模一序预充,上模一序后垫上端和上模一序预充壳上端齐平,上模一序后垫下侧向内凹并在凹陷处设有弹簧,弹簧下端抵接上模一序预充上端,上模一序预充内嵌设上模一序芯子,上模一序芯子上端抵接上模一序后垫下端,上模一序芯子下端位于上模一序预充内部;第一下模由下模一序芯子、下模一序模壳、下模一序合金组成,下模一序模壳上方内嵌设有下模一序合金,下模一序合金上端与下模一序模壳上端齐平,下模一序模壳内嵌设有下模一序芯子,下模一序芯子上端穿过下模一序模壳并位于下模一序合金内,下模一序芯子下端穿过下模一序模壳并位于下模一序模壳外的下方。
3、所述的第二工位冷镦模具包括第二上模及第二下模,第二上模由上模二序合金、上模二序模壳、上模二序芯子、上模二序后垫组成,上模二序模壳上方设有凹槽,凹槽内设有上模二序后垫,上模二序后垫上端与上模二序模壳上端齐平,上模二序后垫下端与凹槽底端不接触,上模二序模壳下方内嵌设有上模二序合金,上模二序合金下端与上模二序模壳下端齐平,上模二序模壳内嵌设有上模二序芯子,上模二序芯子上端穿过上模二序模壳并抵接上模二序后垫下端,上模二序芯子下端穿过上模二序模壳并位于上模二序合金内;第二下模由下模二序芯子、下模二序模壳、下模二序合金组成,下模二序模壳上方内嵌设有下模二序合金,下模二序合金上端与下模二序模壳上端齐平,下模二序模壳内嵌设有下模二序芯子,下模二序芯子上端穿过下模二序模壳并位于下模二序合金内,下模二序芯子下端穿过下模二序模壳并位于下模二序模壳外的下方。
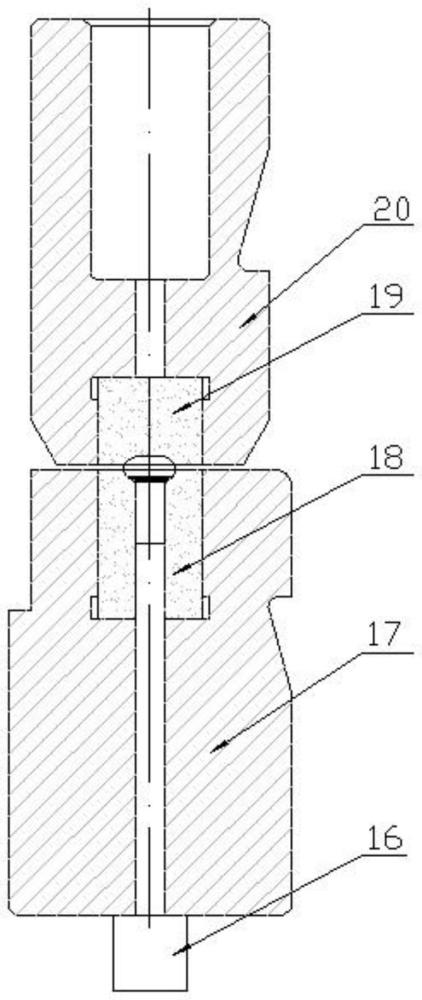
4、所述的第三工位冷镦模具包括第三上模及第三下模,第三上模由上模三序合金和上模三序模壳组成,上模三序模壳下方内嵌设有上模三序合金,上模三序合金下端和上模三序模壳下端齐平;第三下模由下模三序芯子、下模三序模壳、下模三序合金组成,下模三序模壳上方内嵌设有下模三序合金,下模三序合金上端与下模三序模壳上端齐平,下模三序模壳内嵌设有下模三序芯子,下模三序芯子上端穿过下模三序模壳并位于下模三序合金内,下模三序芯子下端穿过下模三序模壳并位于下模三序模壳外的下方。
5、所述的下模三序合金内侧设有带均匀车槽的通孔。
6、本实用新型同现有技术相比,通过三道冷镦模具,使零件在成型模具控制的轴肩的角度和均匀的车槽下达到合适的粗糙度要求,取代通过表面处理喷砂来达到粗糙度要求,可以有效减少表面处理喷砂工序,降低生产成本,同时提高生产效率,而且该零件可以满足拆装的需要。
技术特征:
1.一种用于轴肩带槽成型的冷墩模具,包括第一工位冷镦模具、第二工位冷镦模具、第三工位冷镦模具,其特征在于:所述的第一工位冷镦模具包括第一上模及第一下模,第一上模由上模一序预充(4)、上模一序预充壳(5)、上模一序芯子(6)、弹簧(7)、上模一序后垫(8)组成,上模一序预充壳(5)内从上至下依次嵌设有上模一序后垫(8)、上模一序预充(4),上模一序后垫(8)上端和上模一序预充壳(5)上端齐平,上模一序后垫(8)下侧向内凹并在凹陷处设有弹簧(7),弹簧(7)下端抵接上模一序预充(4)上端,上模一序预充(4)内嵌设上模一序芯子(6),上模一序芯子(6)上端抵接上模一序后垫(8)下端,上模一序芯子(6)下端位于上模一序预充(4)内部;第一下模由下模一序芯子(1)、下模一序模壳(2)、下模一序合金(3)组成,下模一序模壳(2)上方内嵌设有下模一序合金(3),下模一序合金(3)上端与下模一序模壳(2)上端齐平,下模一序模壳(2)内嵌设有下模一序芯子(1),下模一序芯子(1)上端穿过下模一序模壳(2)并位于下模一序合金(3)内,下模一序芯子(1)下端穿过下模一序模壳(2)并位于下模一序模壳(2)外的下方。
2.根据权利要求1所述的一种用于轴肩带槽成型的冷墩模具,其特征在于:所述的第二工位冷镦模具包括第二上模及第二下模,第二上模由上模二序合金(12)、上模二序模壳(13)、上模二序芯子(14)、上模二序后垫(15)组成,上模二序模壳(13)上方设有凹槽,凹槽内设有上模二序后垫(15),上模二序后垫(15)上端与上模二序模壳(13)上端齐平,上模二序后垫(15)下端与凹槽底端不接触,上模二序模壳(13)下方内嵌设有上模二序合金(12),上模二序合金(12)下端与上模二序模壳(13)下端齐平,上模二序模壳(13)内嵌设有上模二序芯子(14),上模二序芯子(14)上端穿过上模二序模壳(13)并抵接上模二序后垫(15)下端,上模二序芯子(14)下端穿过上模二序模壳(13)并位于上模二序合金(12)内;第二下模由下模二序芯子(9)、下模二序模壳(10)、下模二序合金(11)组成,下模二序模壳(10)上方内嵌设有下模二序合金(11),下模二序合金(11)上端与下模二序模壳(10)上端齐平,下模二序模壳(10)内嵌设有下模二序芯子(9),下模二序芯子(9)上端穿过下模二序模壳(10)并位于下模二序合金(11)内,下模二序芯子(9)下端穿过下模二序模壳(10)并位于下模二序模壳(10)外的下方。
3.根据权利要求1所述的一种用于轴肩带槽成型的冷墩模具,其特征在于:所述的第三工位冷镦模具包括第三上模及第三下模,第三上模由上模三序合金(19)和上模三序模壳(20)组成,上模三序模壳(20)下方内嵌设有上模三序合金(19),上模三序合金(19)下端和上模三序模壳(20)下端齐平;第三下模由下模三序芯子(16)、下模三序模壳(17)、下模三序合金(18)组成,下模三序模壳(17)上方内嵌设有下模三序合金(18),下模三序合金(18)上端与下模三序模壳(17)上端齐平,下模三序模壳(17)内嵌设有下模三序芯子(16),下模三序芯子(16)上端穿过下模三序模壳(17)并位于下模三序合金(18)内,下模三序芯子(16)下端穿过下模三序模壳(17)并位于下模三序模壳(17)外的下方。
4.根据权利要求3所述的一种用于轴肩带槽成型的冷墩模具,其特征在于:所述的下模三序合金(18)内侧设有带均匀车槽的通孔。
技术总结
本技术涉及冷墩模具技术领域,具体地说是一种用于轴肩带槽成型的冷墩模具。一种用于轴肩带槽成型的冷墩模具,包括第一工位冷镦模具、第二工位冷镦模具、第三工位冷镦模具,其特征在于:所述的第一工位冷镦模具包括第一上模及第一下模。本技术同现有技术相比,通过三道冷镦模具,使零件在成型模具控制的轴肩的角度和均匀的车槽下达到合适的粗糙度要求,取代通过表面处理喷砂来达到粗糙度要求,可以有效减少表面处理喷砂工序,降低生产成本,同时提高生产效率,而且该零件可以满足拆装的需要。
技术研发人员:吕强
受保护的技术使用者:日泰(上海)汽车标准件有限公司
技术研发日:20230811
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!