单头穿壁焊机的定位工装的制作方法
本技术属于电池制造,尤其涉及单头穿壁焊机的定位工装。
背景技术:
1、小众电池型号较多且市场需求量不大,产线生产时需要频换的更换电池型号,单头穿壁焊机器投入成本低,机器容易调节,特别适用于频繁更换生产型号的产线使用。
2、单头穿壁焊机通过电池之间的隔墙定位将极群进行焊接,并且焊接每个极群时电池都需要移动,若对隔墙定位不精确会使得焊接位置偏移,定位件容易将隔墙错误挤压使其变形损坏。
技术实现思路
1、本实用新型针对现有技术中对隔墙定位不精确将其错误挤压使其变形的问题,提出如下技术方案:
2、单头穿壁焊机的定位工装,包括传动组件、机头和电池槽,所述电池槽放置于传动组件顶部,所述电池槽内部设置有多个隔墙,所述机头底部设置焊头和与焊头配合的定位组件,所述定位组件包括两个定位工装块,所述定位工装块底部设置有限位凹槽,所述定位工装块中心与焊头中心齐平。
3、下移的定位工装块与电池槽的隔墙接触将其推动,定位工装块的限位凹槽将对应的隔墙推动居中,传动组件使得电池槽完成小距离移动调节,方便定位工装块底部限位凹槽对隔墙快速精确定位,提高生产效率并且有效的防止了对隔墙错误挤压导致其变形损坏。
4、所述定位组件还包括两个安装块,所述安装块与机头固定连接,所述定位工装块竖直方向活动插接在安装块内部,其中一个所述安装块顶部转动插接有丝杆,所述丝杆顶部固定连接有调节钮,所述丝杆底部转动插接在定位工装块内部。
5、通过调节钮对丝杆的旋转调节,定位工装块实现向下或向上的移动,改变定位工装块与焊头之间水平高度,能够对因型号电池槽不同而高度不同的隔墙定位。
6、所述定位组件还包括连接架,所述连接架两端与两个定位工装块固定连接。
7、连接架能够将两个定位工装块固定连接在一起,仅需一次调节便可将两个定位工装块同步移动。
8、所述安装块中部设置有限位杆,所述限位杆一端活动插接在定位工装块内部,所述限位杆表面设置有指针,所述定位工装块表面设置有刻度。
9、利用限位杆表面的指针和定位工装块表面的刻度将定位工装块定量调节。
10、所述传动组件一侧设置有限位板,所述电池槽一侧与限位板表面贴合。
11、设置在传动组件一侧的限位板能够将电池槽位置进行限制,避免其中一个定位工装块处于电池槽外部不在隔墙顶部无法将其推动。
12、本实用新型的有益效果为:
13、1、下移的定位工装块与电池槽的隔墙接触将其推动,定位工装块的限位凹槽将对应的隔墙推动居中,传动组件使得电池槽完成小距离移动调节,方便定位工装块对隔墙快速精确定位,提高生产效率的同时并且有效的防止了对隔墙错误挤压导致其变形损坏;
14、2、通过调节钮对丝杆的旋转调节,定位工装块实现向下或向上的移动,改变定位工装块与焊头之间水平高度,能够对因型号电池槽不同而高度不同的隔墙定位。
技术特征:
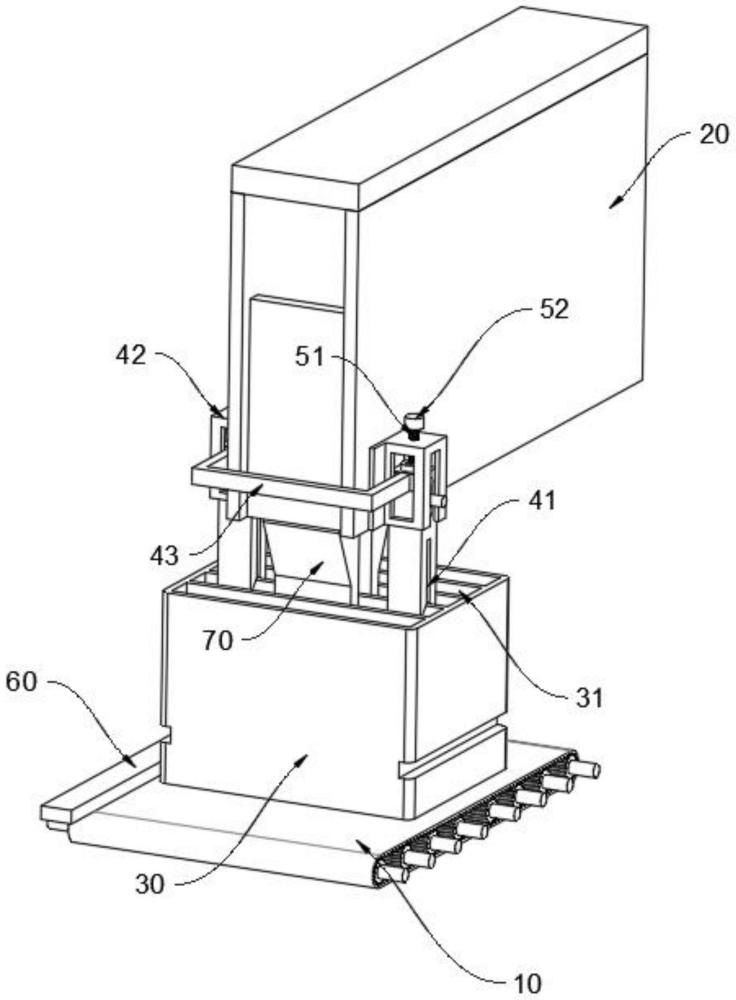
1.单头穿壁焊机的定位工装,包括传动组件(10)、机头(20)和电池槽(30),所述电池槽(30)放置于传动组件(10)顶部,所述电池槽(30)内部设置有多个隔墙(31),其特征在于,所述机头(20)底部设置焊头(70)和与焊头(70)配合的定位组件(40),所述定位组件(40)包括两个定位工装块(41),所述定位工装块(41)底部设置有限位凹槽,所述定位工装块(41)中心与焊头(70)中心齐平。
2.根据权利要求1所述的单头穿壁焊机的定位工装,其特征在于,所述定位组件(40)还包括两个安装块(42),所述安装块(42)与机头(20)固定连接,所述定位工装块(41)竖直方向活动插接在安装块(42)内部,其中一个所述安装块(42)顶部转动插接有丝杆(51),所述丝杆(51)顶部固定连接有调节钮(52),所述丝杆(51)底部转动插接在定位工装块(41)内部。
3.根据权利要求1所述的单头穿壁焊机的定位工装,其特征在于,所述定位组件(40)还包括连接架(43),所述连接架(43)两端与两个定位工装块(41)固定连接。
4.根据权利要求2所述的单头穿壁焊机的定位工装,其特征在于,所述安装块(42)中部设置有限位杆(53),所述限位杆(53)一端活动插接在定位工装块(41)内部,所述限位杆(53)表面设置有指针,所述定位工装块(41)表面设置有刻度。
5.根据权利要求1所述的单头穿壁焊机的定位工装,其特征在于,所述传动组件(10)一侧设置有限位板(60),所述电池槽(30)一侧与限位板(60)表面贴合。
技术总结
本技术公开了单头穿壁焊机的定位工装,包括传动组件、机头和电池槽,所述电池槽放置于传动组件顶部,所述电池槽内部设置有多个隔墙,所述机头底部设置焊头和与焊头配合的定位组件,所述定位组件包括两个定位工装块,所述定位工装块中心与焊头中心齐平。下移的定位工装块与电池槽的隔墙接触将其推动,定位工装块的限位凹槽将对应的隔墙推动居中,传动组件使得电池槽完成小距离移动调节,方便对隔墙快速精确定位,有效的防止了对隔墙错误挤压导致其变形损坏,同时能够调节钮对丝杆的旋转调节,定位工装块实现向下或向上的移动,改变定位工装块与焊头之间水平高度,能够对因型号电池槽不同而高度不同的隔墙定位。
技术研发人员:刘义,徐杰杰,况强强,石鹏,程生龙,余楠楠,杜飞,王露露
受保护的技术使用者:安徽理士电源技术有限公司
技术研发日:20230811
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!