一种应用于陶瓷管组件的陶瓷金属钎焊工装
本技术涉及金属-陶瓷焊接,尤其涉及一种应用于陶瓷管组件的陶瓷金属钎焊工装。
背景技术:
1、高能粒子加速器的超导腔用耦合器是一种将微波功率馈入到加速器加速模组内的真空器件,其分为热端组件和冷端组件两部分,分别连接功率源和超导腔。功率源通过波导的方式向耦合器内输入能量,在耦合器的功率入口处,既需要保证微波的输入,又需要保证管内的真空,因此采用陶瓷管组件。
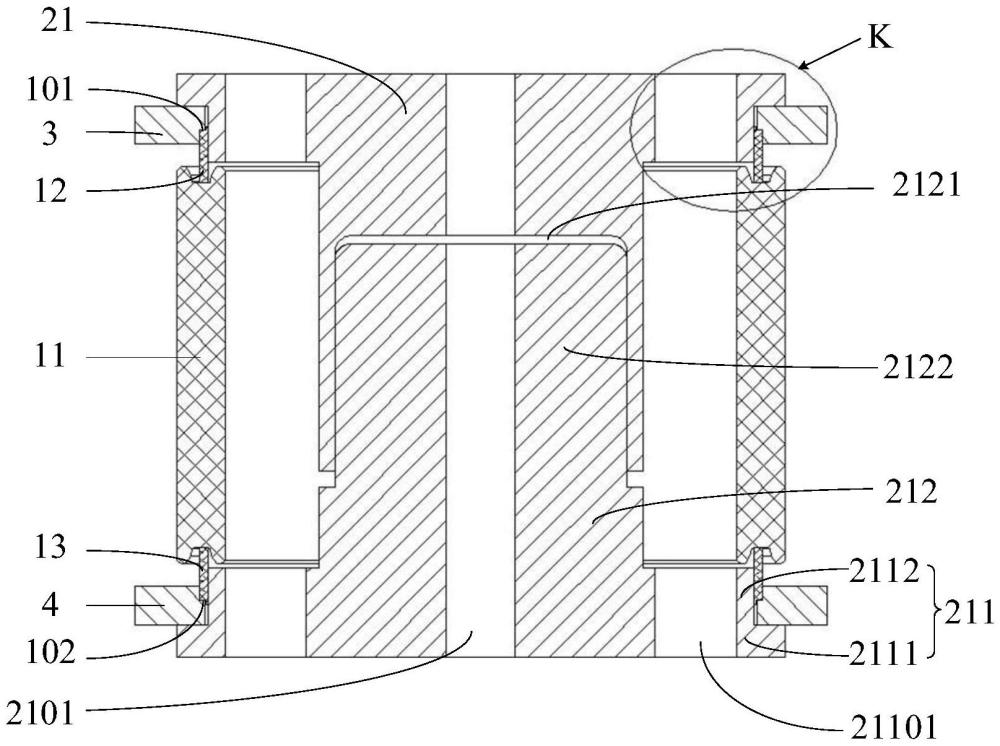
2、如图1所示,陶瓷管组件1包括陶瓷管11、第一铜环12和第二铜环13,第一铜环12设于陶瓷管11的第一端,第二铜环13设于陶瓷管11的第二端,陶瓷管11、第一铜环12和第二铜环13同轴设置,并且陶瓷管11和第一铜环12之间,以及陶瓷管11和第二铜环13之间均采用金属-陶瓷焊接法焊接为一体。
3、在金属-陶瓷焊接过程中,面向的核心问题是如何解决焊接应力的问题。由于金属与陶瓷的热膨胀系数与弹性模量通常不同,陶瓷的热膨胀系数一般为8×10-6/℃,而铁、铜等金属的热膨胀系数一般在15×10-6/℃以上。在降温过程中,金属和陶瓷的接合部位会产生较大的残余应力,容易导致接合部位产生裂缝,甚至直接断裂。由于金属无氧铜具有优良的塑形和延展性,在钎焊冷却过程中,可以将应力释放到铜的变形中,实现降低残余应力,达到焊接的目的,因此金属无氧铜通常作为一种较常用的焊接金属。
4、然而,由于陶瓷管组件的第一铜环和第二铜环通常为比较纤细的环状结构,在对陶瓷管与第一铜环,以及对陶瓷管与第二铜环采用无氧铜进行钎焊的过程中,由于无氧铜的冷却变形,第一铜环和第二铜环在焊接结束后会发生冷缩,这两个铜环的口径会因冷却变形而缩小,从而造成较大的加工误差,导致难以确保陶瓷管组件的焊接质量。
技术实现思路
1、本实用新型提供一种应用于陶瓷管组件的陶瓷金属钎焊工装,用以解决当前难以确保陶瓷管组件的焊接质量的问题。
2、本实用新型提供一种应用于陶瓷管组件的陶瓷金属钎焊工装,包括:定位器、第一定位环和第二定位环;
3、所述定位器包括对置设置的两个定位单元,所述定位单元包括定位盘和定位杆,所述定位盘和所述定位杆同轴设置,所述定位杆的第一端和所述定位盘的盘面连接;两个所述定位单元的定位盘用于夹持于陶瓷管的两端,两个所述定位单元的所述定位杆的第二端同轴连接,并且位于所述陶瓷管的内侧;
4、所述第一定位环套设于两个所述定位单元当中一者的所述定位盘的周壁,以形成第一定位槽;所述第一定位槽用于对第一铜环远离所述陶瓷管的一端进行定位;
5、所述第二定位环套设于两个所述定位单元当中另一者的所述定位盘的周壁,以形成与所述第一定位槽同轴设置的第二定位槽;所述第二定位槽用于对第二铜环远离所述陶瓷管的一端进行定位;
6、其中,每个所述定位单元均设有贯穿所述定位盘和所述定位杆的锁紧孔,两个所述定位单元的所述锁紧孔同轴设置,以供锁紧件穿过。
7、根据本实用新型提供的一种应用于陶瓷管组件的陶瓷金属钎焊工装,两个所述定位单元当中一者的所述定位杆的第二端设有插接槽,两个所述定位单元当中另一者的所述定位杆的第二端设有插接头,所述插接头和所述插接槽适配,并且能够插接为一体。
8、根据本实用新型提供的一种应用于陶瓷管组件的陶瓷金属钎焊工装,所述定位杆的直径为所述陶瓷管的内径的30%~60%。
9、根据本实用新型提供的一种应用于陶瓷管组件的陶瓷金属钎焊工装,所述锁紧孔分别与所述定位盘以及所述定位杆同轴设置。
10、根据本实用新型提供的一种应用于陶瓷管组件的陶瓷金属钎焊工装,所述定位盘上设有散热孔,所述散热孔的一端形成于所述定位盘朝向所述陶瓷管的一侧的盘面,另一端形成于所述定位盘背离所述陶瓷管的一侧的盘面;其中,所述散热孔用于将所述陶瓷管的内部空间和外界环境连通。
11、根据本实用新型提供的一种应用于陶瓷管组件的陶瓷金属钎焊工装,所述散热孔设有多个,多个所述散热孔围绕所述锁紧孔设置,每个所述散热孔均沿轴向贯穿所述定位盘。
12、根据本实用新型提供的一种应用于陶瓷管组件的陶瓷金属钎焊工装,所述定位盘包括盘体和凸台;
13、所述凸台设于所述盘体朝向所述陶瓷管的一侧面,所述凸台背离所述盘体的一侧面和所述定位杆的第一端连接;
14、所述第一定位环套设于所述凸台的周壁,所述第一定位环背离所述陶瓷管的一侧面和所述盘体的朝向所述陶瓷管的一侧面抵接,所述第一定位环的内侧壁和所述凸台的周壁之间形成所述第一定位槽;
15、所述第二定位环套设于所述凸台的周壁,所述第二定位环背离所述陶瓷管的一侧面和所述盘体的朝向所述陶瓷管的一侧面抵接,所述第二定位环的内侧壁和所述凸台的周壁之间形成所述第二定位槽。
16、根据本实用新型提供的一种应用于陶瓷管组件的陶瓷金属钎焊工装,所述第一定位环的内侧壁设有第一环形槽,所述第一环形槽沿所述第一定位环的周向延伸设置;
17、所述第一环形槽具有第一环形壁和第一槽底,所述第一环形壁用于与所述第一铜环的外侧面贴合,所述凸台的周壁用于与所述第一铜环的内侧面贴合,所述第一槽底用于与所述第一铜环远离所述陶瓷管的一端的端面抵接。
18、根据本实用新型提供的一种应用于陶瓷管组件的陶瓷金属钎焊工装,所述第二定位环的内侧壁设有第二环形槽,所述第二环形槽沿所述第二定位环的周向延伸设置;
19、所述第二环形槽具有第二环形壁和第二槽底,所述第二环形壁用于与所述第二铜环的外侧面贴合,所述凸台的周壁用于与所述第二铜环的内侧面贴合,所述第二槽底用于与所述第二铜环远离所述陶瓷管的一端的端面抵接。
20、根据本实用新型提供的一种应用于陶瓷管组件的陶瓷金属钎焊工装,所述第一定位环的硬度大于所述第一铜环的硬度,所述第二定位环的硬度大于所述第二铜环的硬度。
21、本实用新型提供的应用于陶瓷管组件的陶瓷金属钎焊工装,基于定位器、第一定位环和第二定位环的相互配合,可以将陶瓷管、第一铜环和第二铜环同轴设置,并由第一定位槽对第一铜环远离陶瓷管的一端进行定位,以及由第二定位槽对第二铜环远离陶瓷管的一端进行定位,从而在对陶瓷管组件焊接过程中,能够对陶瓷管组件所对应的陶瓷管、第一铜环和第二铜环进行较好的定位,防止陶瓷管组件的两个铜环在焊接冷却后发生形变,确保了焊接质量。
技术特征:
1.一种应用于陶瓷管组件的陶瓷金属钎焊工装,其特征在于,包括:定位器、第一定位环和第二定位环;
2.根据权利要求1所述的应用于陶瓷管组件的陶瓷金属钎焊工装,其特征在于,两个所述定位单元当中一者的所述定位杆的第二端设有插接槽,两个所述定位单元当中另一者的所述定位杆的第二端设有插接头,所述插接头和所述插接槽适配,并且能够插接为一体。
3.根据权利要求1所述的应用于陶瓷管组件的陶瓷金属钎焊工装,其特征在于,所述定位杆的直径为所述陶瓷管的内径的30%~60%。
4.根据权利要求1所述的应用于陶瓷管组件的陶瓷金属钎焊工装,其特征在于,所述锁紧孔分别与所述定位盘以及所述定位杆同轴设置。
5.根据权利要求1所述的应用于陶瓷管组件的陶瓷金属钎焊工装,其特征在于,所述定位盘上设有散热孔,所述散热孔的一端形成于所述定位盘朝向所述陶瓷管的一侧的盘面,另一端形成于所述定位盘背离所述陶瓷管的一侧的盘面;
6.根据权利要求5所述的应用于陶瓷管组件的陶瓷金属钎焊工装,其特征在于,所述散热孔设有多个,多个所述散热孔围绕所述锁紧孔设置,每个所述散热孔均沿轴向贯穿所述定位盘。
7.根据权利要求1至6任一项所述的应用于陶瓷管组件的陶瓷金属钎焊工装,其特征在于,所述定位盘包括盘体和凸台;
8.根据权利要求7所述的应用于陶瓷管组件的陶瓷金属钎焊工装,其特征在于,所述第一定位环的内侧壁设有第一环形槽,所述第一环形槽沿所述第一定位环的周向延伸设置;
9.根据权利要求7所述的应用于陶瓷管组件的陶瓷金属钎焊工装,其特征在于,所述第二定位环的内侧壁设有第二环形槽,所述第二环形槽沿所述第二定位环的周向延伸设置;
10.根据权利要求1至6任一项所述的应用于陶瓷管组件的陶瓷金属钎焊工装,其特征在于,所述第一定位环的硬度大于所述第一铜环的硬度,所述第二定位环的硬度大于所述第二铜环的硬度。
技术总结
本技术涉及金属‑陶瓷焊接技术领域,提供一种应用于陶瓷管组件的陶瓷金属钎焊工装,包括定位器、第一定位环和第二定位环;定位器包括两个定位单元,定位单元包括定位盘和定位杆,定位盘和定位杆同轴设置,两个定位单元的定位盘用于夹持于陶瓷管的两端;第一定位环套设于两个定位单元当中一者的定位盘的周壁,以形成对第一铜环定位的第一定位槽;第二定位环套设于两个定位单元当中另一者的定位盘的周壁,以形成对第二铜环定位的第二定位槽;每个定位单元均设有锁紧孔,两个定位单元的锁紧孔同轴设置,以供锁紧件穿过。本技术能够在陶瓷管组件焊接过程中对其较好的定位,防止陶瓷管组件的两个铜环在焊接冷却后发生形变,确保了焊接质量。
技术研发人员:张瑞,廖云峰,杨修东,王志成,谢冰川
受保护的技术使用者:中国科学院空天信息创新研究院
技术研发日:20230817
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!