一种汽车D柱内板成型模具的制作方法
本技术涉及汽车模具,具体为一种汽车d柱内板成型模具。
背景技术:
1、汽车d柱内板的成型模具用于将金属薄板件拉延成型,成型模具是汽车d柱内板制件出产的第一序模具,也最为关键的工序,汽车d柱内板成型模具的合格与否直接关系到制件最后的合格率。
2、汽车d柱内板与一般冲压件相比,具有材料薄,形状复杂,立体曲面,变形量大的特征,在拉延成型工艺中存在板料表面形成波纹和皱纹,甚至产生破裂的隐患,为了防止这两大问题的产生,我们提供了一种汽车d柱内板成型模具。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种汽车d柱内板成型模具,用于解决对汽车d柱内板在拉延成型工艺中存在板料表面波纹、皱纹以及破裂的隐患问题。
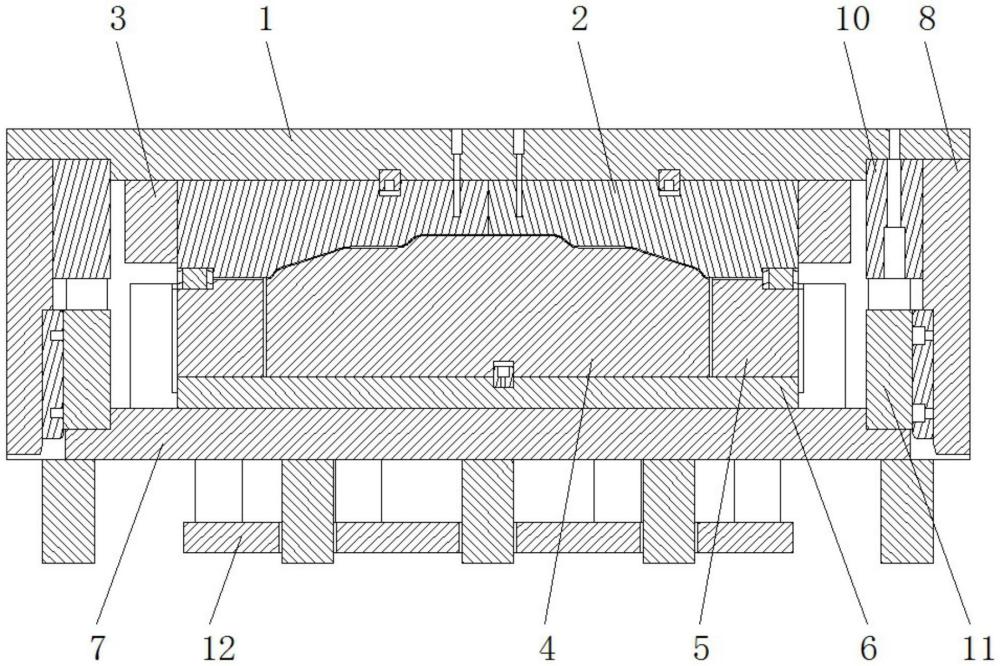
2、为实现上述目的,本实用新型提供如下技术方案:一种汽车d柱内板成型模具,包括上模板、上模镶块、上模框、模仁、压边圈、下模垫板和下模板,所述上模板上连接固定上模镶块和上模框,且上模框套于上模镶块外围,所述下模板上模仁、下模垫板从上至下依次连接固定,所述压边圈套于模仁外围,所述上模镶块的型面与模仁、压边圈的型面吻合,且上模镶块与模仁型面的曲面凹角、凸角均为圆角,且压边圈与上模镶块压紧制件的压料面为平面,所述上模镶块和压边圈型面设有相对应的拉延筋,所述拉延筋分布在上模镶块和压边圈上对应模仁拐角处拉延深度浅的部位。
3、优选的,所述拉延筋包括设置在压边圈型面上的凹槽以及对应设置在上模镶块型面上并与凹槽相配合的凸筋。
4、优选的,所述上模镶块由多块镶块排布组成。
5、优选的,所述压边圈由导向柱导向。
6、优选的,所述模仁中部凸出先与制件板料接触。
7、优选的,所述上模板和下模板分别安装上安装块和下导滑块,所述上模板和下模板上下合模由上安装块安装外插板和下导滑块配合导向。
8、优选的,所述下模板底部模脚穿过二级顶杆垫板,且二级顶杆垫板的二级顶杆与下模板、下模垫板的二级顶杆过孔配合。
9、本实用新型提供了一种汽车d柱内板成型模具,具备以下有益效果:
10、1、上模镶块与模仁型面在凹角、凸角位置均为圆角接触,角度平缓,制件的板料表面不易发生局部应力过载而使制件产生劈裂;
11、2、上模镶块和模仁型面通过圆角过渡变化较为平坦,拉延深度均匀,避免死角;
12、3、模仁中部凸出部位先与制件板料接触,接触面增大,防止受应力集中,使制件产生劈裂;
13、4、上模板和下模板上下合模配合导向稳定性高;
14、5、压料面为平面,便于压紧板料,保证板料放平,压紧时不形成皱纹和折痕;
15、6、利用拉延筋合理设计来确保材料流动的均匀性,保证板料在拉延成型的过程中相对可控;
16、7、由多块镶块排布组成上模镶块,便于更好的设计镶块内凹的壁面,减少拉延时制件起皱的可能。
技术特征:
1.一种汽车d柱内板成型模具,包括上模板(1)、上模镶块(2)、上模框(3)、模仁(4)、压边圈(5)、下模垫板(6)和下模板(7),所述上模板(1)上连接固定上模镶块(2)和上模框(3),且上模框(3)套于上模镶块(2)外围,所述下模板(7)上模仁(4)、下模垫板(6)从上至下依次连接固定,其特征在于:所述压边圈(5)套于模仁(4)外围,所述上模镶块(2)的型面与模仁(4)、压边圈(5)的型面吻合,且上模镶块(2)与模仁(4)型面的曲面凹角、凸角均为圆角,且压边圈(5)与上模镶块(2)压紧制件的压料面为平面,所述上模镶块(2)和压边圈(5)型面设有相对应的拉延筋(9),所述拉延筋(9)分布在上模镶块(2)和压边圈(5)上对应模仁(4)拐角处拉延深度浅的部位。
2.根据权利要求1所述的一种汽车d柱内板成型模具,其特征在于:所述拉延筋(9)包括设置在压边圈(5)型面上的凹槽以及对应设置在上模镶块(2)型面上并与凹槽相配合的凸筋。
3.根据权利要求1所述的一种汽车d柱内板成型模具,其特征在于:所述上模镶块(2)由多块镶块排布组成。
4.根据权利要求1所述的一种汽车d柱内板成型模具,其特征在于:所述压边圈(5)由导向柱导向。
5.根据权利要求1所述的一种汽车d柱内板成型模具,其特征在于:所述模仁(4)中部凸出先与制件板料接触。
6.根据权利要求1所述的一种汽车d柱内板成型模具,其特征在于:所述上模板(1)和下模板(7)分别安装上安装块(10)和下导滑块(11),所述上模板(1)和下模板(7)上下合模由上安装块(10)安装外插板(8)和下导滑块(11)配合导向。
7.根据权利要求1所述的一种汽车d柱内板成型模具,其特征在于:所述下模板(7)底部模脚穿过二级顶杆垫板(12),且二级顶杆垫板(12)的二级顶杆与下模板(7)、下模垫板(6)的二级顶杆过孔配合。
技术总结
本技术公开了一种汽车D柱内板成型模具,涉及汽车模具技术领域,该汽车D柱内板成型模具,包括上模板、上模镶块、上模框、模仁、压边圈、下模垫板和下模板,所述上模板上连接固定上模镶块和上模框,且上模框套于上模镶块外围,所述下模板上模仁、下模垫板从上至下依次连接固定,所述压边圈套于模仁外围,所述上模镶块的型面与模仁、压边圈的型面吻合,且上模镶块与模仁型面的曲面凹角、凸角均为圆角,且压边圈与上模镶块压紧制件的压料面为平面,所述上模镶块和压边圈型面设有相对应的拉延筋。本技术通过设置上模镶块、模仁、压边圈和拉延筋,解决在拉延成型工艺中存在板料表面形成波纹和皱纹,甚至产生破裂的问题。
技术研发人员:涂有龙,刘杰
受保护的技术使用者:宣城市鼎力机械制造有限公司
技术研发日:20230818
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!