立车车刀装夹装置的制作方法
本技术涉及车床车刀的装夹装置,具体讲就是保证工件反转式可以实施车削加工的刀夹装置。
背景技术:
0、技术背景
1、目前,铸造成型的电机机座用量依然巨大,由于铸造原因导致机座坯的孔壁表面粗糙,有较多的砂粒,加工时对刀具的磨损很大,由于铸造缺陷造成的精加工难度加大不可忽视。一旦刀具损坏,直接影响其他面的加工质量,造成其他加工面的表面粗糙度和尺寸偏差较大,甚至出现废品。由于机座规格的尺寸限定,需要采用立车加工,而普通立车刀夹上只能装一把刀,不能进行换刀加工,若出现崩刀现象则只能停机处理。
技术实现思路
1、本实用新型的目的是提供一种立车车刀装夹装置,在保证原有刀具装夹正常的情况下可以加装一把刀具,保证工件的旋转方向相同的情况下两把刀具可以交替车削作业。
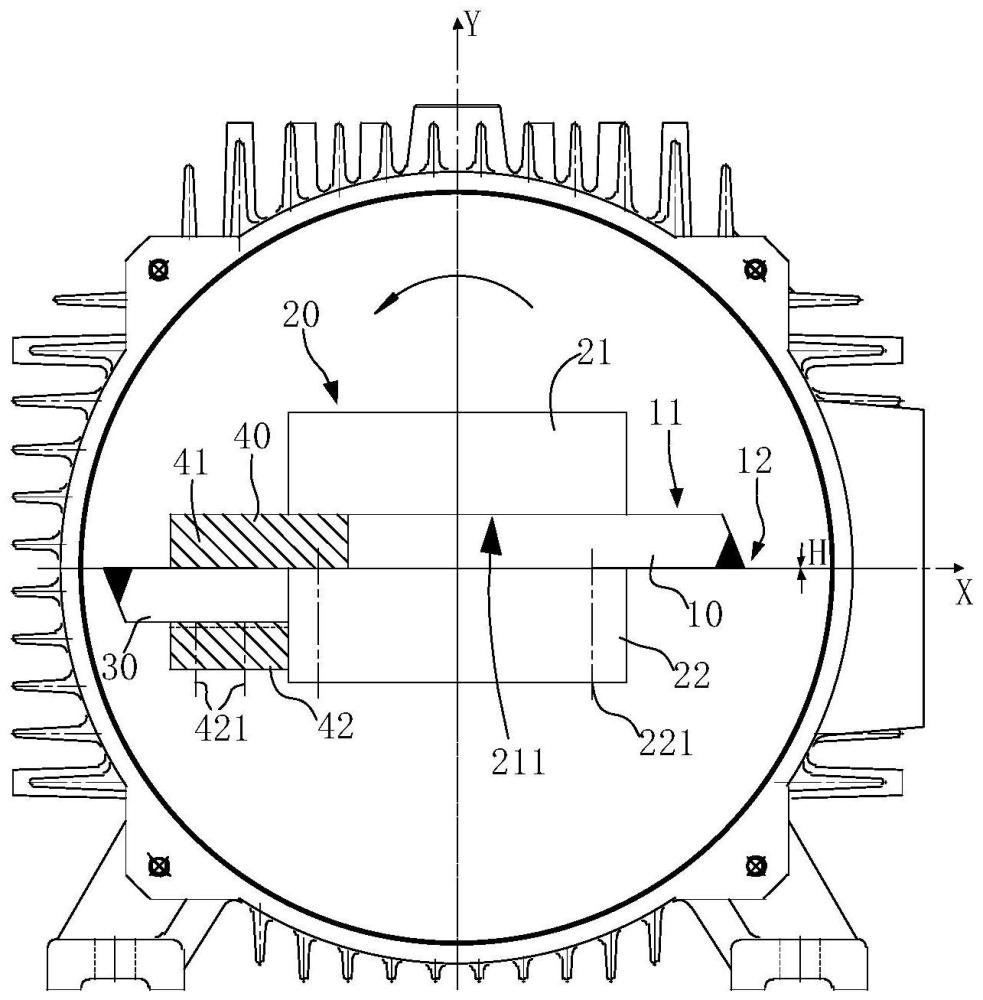
2、为实现上述实用新型目的,本实用新型采用以下技术方案:一种立车车刀装夹装置,第一刀具的刀杆定位面与装夹槽的定位槽壁构成车刀中心高定位配合,定位槽壁相对侧的槽壁上设置第一刀具锁紧螺栓对第一刀具施加锁紧固定约束,其特征在于:第二刀具设置于第二刀夹具上,第二刀夹具连接于装夹槽上,所述的第一刀具、第二刀具沿相反方向延伸布置且第一刀具、第二刀具的车刀中心高一致。
3、上述技术方案就是在普通立车的原有刀具装夹的装夹槽上装上一把辅助刀具装夹,该辅助刀具装夹可以装夹一把专用的车削机座上的铸造质量差的加工面,在无需换刀操作同时工件的旋转方向保持不变的情况下完成车削加工,提高了车削加工效率并提高了刀具的使用寿命。
技术特征:
1.一种立车车刀装夹装置,第一刀具(10)的刀杆定位面(11)与装夹槽(20)的定位槽壁(21)内壁面(211)构成车刀中心高定位配合,定位槽壁(21)相对侧的槽壁(22)上设置第一刀具锁紧螺栓(221)对第一刀具(10)施加锁紧固定约束,其特征在于:第二刀具(30)设置于第二刀夹具(40)上,第二刀夹具(40)连接于装夹槽(20)上,所述的第一刀具(10)、第二刀具(30)沿相反方向延伸布置且第一刀具(10)、第二刀具(30)的车刀中心高一致。
2.根据权利要求1所述的立车车刀装夹装置,其特征在于:所述的第一刀具(10)、第二刀具(30)分别为精车刀具、粗车刀具。
3.根据权利要求1所述的立车车刀装夹装置,其特征在于:第二刀夹具(40)整体呈槽状体,两相对侧的槽壁一大一小构成大槽壁(41)、小槽壁(42)且一端槽壁端平齐、另一端错位,错位端的大槽壁(41)的外置壁(411)卡置于装夹槽(20)的一端。
4.根据权利要求1所述的立车车刀装夹装置,其特征在于:所述的第二刀夹具(40)的大槽壁(41)槽底面有向槽壁平齐端延伸的筋板(412)。
5.根据权利要求3所述的立车车刀装夹装置,其特征在于:所述的小槽壁(42)上有第二刀具锁紧螺栓(421)对第二刀具(30)施加锁紧固定。
6.根据权利要求3所述的立车车刀装夹装置,其特征在于:第二刀夹具(40)的大槽壁(41)与装夹槽(20)的槽腔之间构成动配合,第二刀具(30)与第二刀夹具(40)的槽腔之间构成动配合。
技术总结
本技术提供一种立车车刀装夹装置,第一刀具的刀杆定位面与装夹槽的定位槽壁构成车刀中心高定位配合,定位槽壁相对侧的槽壁上设置第一刀具锁紧螺栓对第一刀具施加锁紧固定约束,第二刀具设置于第二刀夹具上,第二刀夹具连接于装夹槽上,所述的第一刀具、第二刀具沿相反方向延伸布置且第一刀具、第二刀具的车刀中心高一致。在保证原有刀具装夹正常的情况下可以加装一把刀具,保证工件的旋转方向相同的情况下两把刀具可以交替车削作业。
技术研发人员:王长兵,严杰,李俊南,潘泽宇,梅俊杰,章思炜
受保护的技术使用者:安徽皖南电机股份有限公司
技术研发日:20230818
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!