一种液压支撑装置的制作方法
本技术涉及一种机加工夹具,尤其是涉及一种液压支撑装置。
背景技术:
1、机加工夹具是机床加工时用来迅速紧固工件,使机床、刀具、工件保持正确相对位置的工艺装置。液压夹具就是用液压元件代替机械零件实现对工件的自动定位、支承与夹紧的夹具。液压夹具既能在粗加工时承受大的切削力,也能保证在精密加工时的准确定位,还能完成手动夹具无法完成的支撑、夹紧和快速释放。
2、支撑缸是液压夹具执行元件的一种,是一种技术含量比较高的执行元件。支撑缸主要用于支撑和限位工件,防止被加工时受切削力而变形,避免加工时发生震动而影响工件的加工精度。然而在汽车零部件的机加工夹具使用过程中,现有的支撑缸往往存在回缩现象,这是因为:一方面,液压系统自身存在脉冲性与跳动性;另一方面,瞬时液压脉冲导致支撑缸的支撑点在到达工件后回缩。此外,工件表面不平整也会导致回缩现象。回缩现象导致支撑缸无法提供有效支撑,呈现以下情况:工件位置变形,产线与锥度改变;工件变形,直线变弯曲、圆角变尖锐等;加工产生漏接或漏孔现象。概括而言,现有技术中支撑缸存在回缩现象,无法提供有效支撑是造成工件加工变形的主要原因。回缩的根源在于液压系统本身的脉冲性和跳动性以及工件表面不平整。为了解决此缺陷,需要一种新的技术方案,能够抑制液压系统的脉冲性,避免支撑缸回缩,从而提供有效支撑。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种液压支撑装置,其能够有效抑制液压系统的脉冲性,避免支撑缸的回缩现象,从而实现对工件的有效支撑,有效解决现有技术存在的工件加工变形问题。
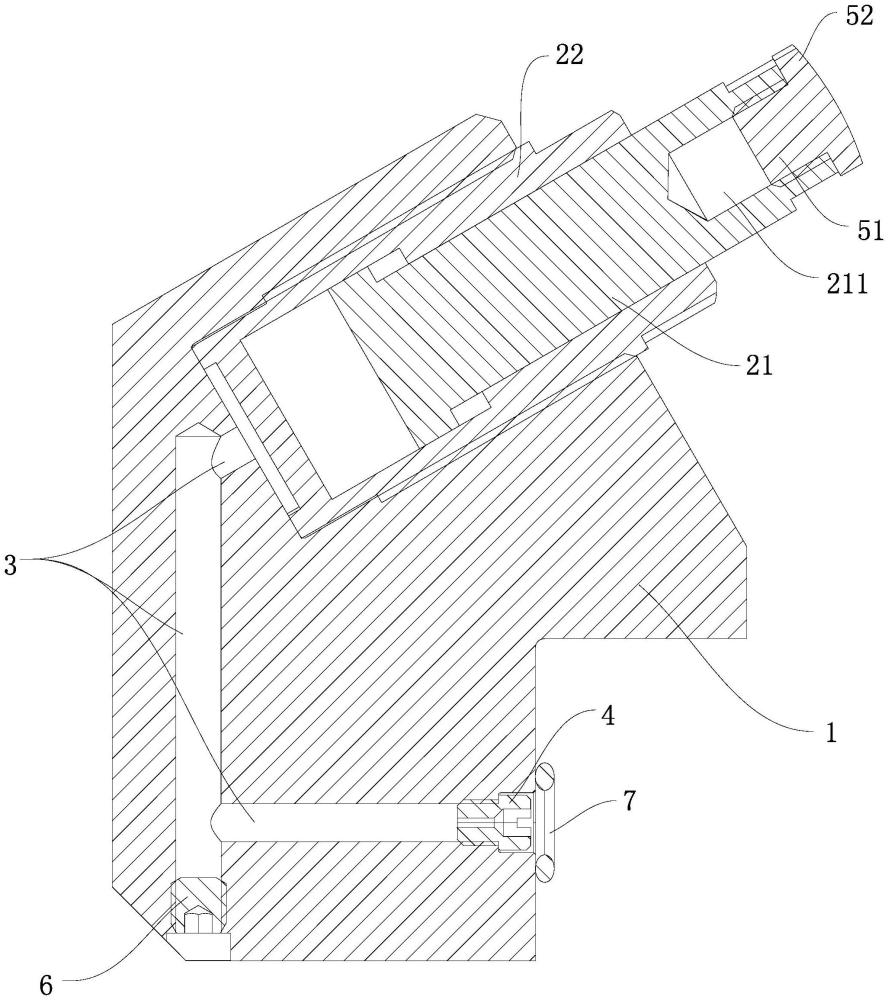
2、本实用新型解决上述技术问题所采用的技术方案为:一种液压支撑装置,包括座体和液压支撑缸,所述的座体中设置有液压油路,所述的液压支撑缸设置于所述的座体上,外部液压系统通过所述的液压油路为所述的液压支撑缸提供液压油,其特征在于:所述的液压油路的进油端内设置有阻尼喷嘴,所述的阻尼喷嘴的通道直径小于所述的液压油路的直径。
3、所述的阻尼喷嘴的通道直径在0.8mm~1.0mm之间。在此结构中,限定阻尼喷嘴的合理通道直径,能起到有效抑制液压脉冲的作用,同时保证液压油的足够流量和压力。
4、所述的液压支撑缸的活塞杆的末端设置有支撑端盖。在此结构中,设置支撑端盖能够起到保护液压支撑缸的活塞杆和工件的目的;支撑端盖采用橡胶材质制成。
5、所述的液压支撑缸的活塞杆自末端向内沿轴向开设有轴向孔,所述的支撑端盖包括一体设置的支撑杆和支撑端面,所述的支撑杆插入所述的轴向孔内与所述的轴向孔紧配合,所述的支撑端面与所述的液压支撑缸的活塞杆的末端贴合,所述的支撑端面用于与工件接触。在此结构中,限定了支撑端盖的结构以及支撑端盖与液压支撑缸的活塞杆的装配结构,结构简单,装配方便。
6、所述的座体的上部开设有一个斜容纳槽,所述的液压油路设置于所述的座体的下部中,所述的液压支撑缸的缸体安装于所述的斜容纳槽内,所述的液压油路的出油端与所述的斜容纳槽连通。该结构用于支撑住工件的斜面。
7、与现有技术相比,本实用新型的优点在于:
8、通过设置阻尼喷嘴,以节流的方式减小液压油进入液压支撑缸前的流速,使液压油进入液压支撑缸后动作更加稳定,进而使液压支撑缸能更加稳定地到达工件的被支撑处,起到抑制液压系统的脉冲性的作用,从而有效解决了现有技术中支撑缸回缩现象无法提供有效支撑的问题,保证即使有液压脉冲不稳定的状况依然使液压支撑缸始终保持接触工件,为工件提供有效支撑,避免加工变形等问题。
技术特征:
1.一种液压支撑装置,包括座体和液压支撑缸,所述的座体中设置有液压油路,所述的液压支撑缸设置于所述的座体上,外部液压系统通过所述的液压油路为所述的液压支撑缸提供液压油,其特征在于:所述的液压油路的进油端内设置有阻尼喷嘴,所述的阻尼喷嘴的通道直径小于所述的液压油路的直径。
2.根据权利要求1所述的一种液压支撑装置,其特征在于:所述的阻尼喷嘴的通道直径在0.8mm~1.0mm之间。
3.根据权利要求1或2所述的一种液压支撑装置,其特征在于:所述的液压支撑缸的活塞杆的末端设置有支撑端盖。
4.根据权利要求3所述的一种液压支撑装置,其特征在于:所述的液压支撑缸的活塞杆自末端向内沿轴向开设有轴向孔,所述的支撑端盖包括一体设置的支撑杆和支撑端面,所述的支撑杆插入所述的轴向孔内与所述的轴向孔紧配合,所述的支撑端面与所述的液压支撑缸的活塞杆的末端贴合,所述的支撑端面用于与工件接触。
5.根据权利要求1所述的一种液压支撑装置,其特征在于:所述的座体的上部开设有一个斜容纳槽,所述的液压油路设置于所述的座体的下部中,所述的液压支撑缸的缸体安装于所述的斜容纳槽内,所述的液压油路的出油端与所述的斜容纳槽连通。
技术总结
本技术公开了一种液压支撑装置,其包括座体和液压支撑缸,座体中设置有液压油路,液压支撑缸设置于座体上,外部液压系统通过液压油路为液压支撑缸提供液压油,液压油路的进油端内设置有阻尼喷嘴,阻尼喷嘴的通道直径小于液压油路的直径;优点是其能够有效抑制液压系统的脉冲性,避免支撑缸的回缩现象,从而实现对工件的有效支撑,有效解决现有技术存在的工件加工变形问题。
技术研发人员:吴士荣,帅鹏飞,陈佳晖
受保护的技术使用者:宁波拓普汽车电子有限公司
技术研发日:20230817
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!