一种多点位柔性自动化龙门点焊设备的制作方法
本技术涉及焊接,具体而言,涉及一种多点位柔性自动化龙门点焊设备。
背景技术:
1、随着新能源电动汽车的快速发展,电池的充放电寿命和安全性能越来越受到关注,目前电池热管理系统主要传热效率更高、温度控制更均匀的水冷方式为主。
2、水冷方式的热管理系统中,水冷板一般布置于电池的下方,水冷板与电池之间填充导热介质,水冷板底部需要一个弹性装置对水冷板起支撑作用,保证电池、导热介质和液冷板紧密贴合,使三者之间的热量充分传导,水冷板多采用铝材冲压而成,采用钎焊完成焊接,使之成为流到循环密封腔体。为了保证水冷板上、下板无错位,采用点焊设备进行预定位。
3、现有的冲压板类水冷方案,水冷板由上、下板、连接组件焊接组成,为了防止钎焊时错位,钎焊前需进行预定位,现有的预定位方式多采用固定式电阻焊工艺(点焊工艺),现有的预定位方式,存在以下问题:
4、①现有的产品预定位,采用固定式电阻焊设备,多为单次点焊,效率低,产能跟不上,点焊位置度有偏差;
5、②现有的产品预定位,采用固定式电阻焊设备加定位工装走运动来完成点焊,上下电极位置动作有局限性,作业存在安全隐患,焊点位置单一,作业人机工程学不好,生产节拍较慢;
6、为了解决安全,改善作业人机工程学,提升效率和保证产品质量,满足客户需求,呈需一款多点位柔性自动化龙门点焊设备,来满足多尺寸多规格的生产要求。
技术实现思路
1、本申请的主要目的在于提供一种多点位柔性自动化龙门点焊设备,以保证点焊位置的准确性和生产效率,节约人员,并减低操作人员作业疲劳,且柔性兼容多形状冷板点焊预定位,可以一次完成多点定位。
2、为了实现上述实用新型目的,本实用新型采用如下技术方案:
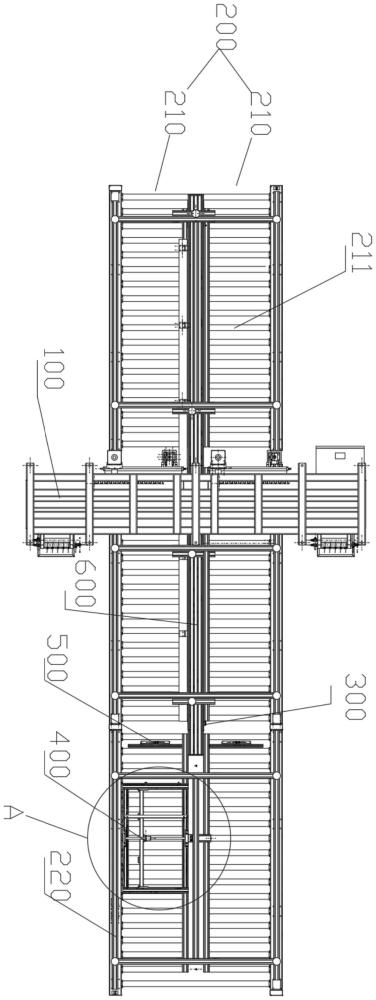
3、本实用新型提供了一种多点位柔性自动化龙门点焊设备,包括龙门碰焊机及产品输送线,还包括产品定位工装,所述龙门碰焊机至少设有两台,并对称地设置在产品输送线两侧;
4、其中,所述产品输送线包括两组沿着产品输送方向设置的输送滚筒组,且输送滚筒组包括平行排布的多个输送滚筒以及用于支撑所述输送滚筒的机架;
5、所述产品定位工装包括夹头组件、侧推组件、正面挡停组件以及拖曳轨道,所述夹头组件包括用于夹持产品的夹头以及沿着所述拖曳轨道移动的移动部件;且所述夹头可升降式地装配在移动部件上;所述拖曳轨道设置于两组输送滚筒组之间,并与产品输送方向保持平行;
6、所述侧推组件包括侧推支架以及固定于所述侧推支架上的侧推板,所述侧推支架设置于输送滚筒下方,并能够沿着输送滚筒轴向移动,所述侧推板于输送滚筒的间隙处伸出,并用于推动产品侧向移动;
7、所述正面挡停组件包括于输送滚筒的间隙处伸出或下落的挡停板,所述挡停板由升降机构驱动伸出或下落。
8、优选地,所述机架上设置有用于驱动输送滚筒同步转动的第一驱动机构,所述第一驱动机构包括第一伺服电机以及第一伺服电机带动的传动链轮,所述传动链轮用于传动输送滚筒的转动轴。
9、优选地,所述拖曳轨道包括滑轨部与齿轨部,移动部件包括与所述滑轨部配合的支撑底座以及与所述齿轨部配合的第二驱动机构,所述第二驱动机构包括第二伺服电机及所述第二伺服电机带动的驱动齿轮;所述移动部件通过所述驱动齿轮与齿轨部配合,在第二伺服电机的输出下沿着拖曳轨道移动。
10、优选地,所述升降机构为升降气缸或电动伸缩杆。
11、优选地,所述侧推组件包括第三伺服电机及丝杠机构,所述侧推支架在第三伺服电机的驱动下由丝杠机构推动而沿着输送滚筒轴向移动。
12、优选地,所述龙门碰焊机包括分别由气缸控制上下移动的上焊头和下焊头,且上焊头和下焊头分别设置在产品输送线的上下侧,在所述上焊头旁侧设有脱铆头。
13、本实用新型的有益之处在于:
14、现有技术中,一般的电阻焊(点焊)方案中,多采用单次点焊,效率低,产能跟不上,且增加辅助工装平台,每次只能点动焊接一次,对于一块产品上多点位的水冷板,需要反复多次装夹固定产品,动作繁琐且效率低下,导致产能不足,影响生产交付。
15、而本实用新型中采用龙门式点焊机,采用双点焊机头,且采用伺服驱动运行,可以实现水冷板平面内x、y轴交换定位焊接,使需要多点焊接的产品一次可以完成焊接定位,大大提高了设备的利用率和生产效率。
16、并且本实用新型中对于多规格产品柔性兼容,换型简便,操作便利,只需要修改夹头组件、侧推组件、正面挡停组件以及龙门电焊机的预设参数,大大减低了作业人员的劳动强度。
技术特征:
1.一种多点位柔性自动化龙门点焊设备,包括龙门碰焊机及产品输送线,其特征在于:还包括产品定位工装,所述龙门碰焊机至少设有两台,并对称地设置在产品输送线两侧;
2.根据权利要求1所述的多点位柔性自动化龙门点焊设备,其特征在于,所述机架上设置有用于驱动输送滚筒同步转动的第一驱动机构,所述第一驱动机构包括第一伺服电机以及第一伺服电机带动的传动链轮,所述传动链轮用于传动输送滚筒的转动轴。
3.根据权利要求1所述的多点位柔性自动化龙门点焊设备,其特征在于,所述拖曳轨道包括滑轨部与齿轨部,移动部件包括与所述滑轨部配合的支撑底座以及与所述齿轨部配合的第二驱动机构,所述第二驱动机构包括第二伺服电机及所述第二伺服电机带动的驱动齿轮;所述移动部件通过所述驱动齿轮与齿轨部配合,在第二伺服电机的输出下沿着拖曳轨道移动。
4.根据权利要求1所述的多点位柔性自动化龙门点焊设备,其特征在于,所述升降机构为升降气缸或电动伸缩杆。
5.根据权利要求1所述的多点位柔性自动化龙门点焊设备,其特征在于,所述侧推组件包括第三伺服电机及丝杠机构,所述侧推支架在第三伺服电机的驱动下由丝杠机构推动而沿着输送滚筒轴向移动。
6.根据权利要求1所述的多点位柔性自动化龙门点焊设备,其特征在于,所述龙门碰焊机包括分别由气缸控制上下移动的上焊头和下焊头,且上焊头和下焊头分别设置在产品输送线的上下侧,在所述上焊头旁侧设有脱铆头。
技术总结
本技术公开了一种多点位柔性自动化龙门点焊设备,属于焊接技术领域,包括龙门碰焊机及产品输送线,还包括产品定位工装,所述龙门碰焊机至少设有两台,并对称地设置在产品输送线两侧;其中,所述产品输送线包括两组沿着产品输送方向设置的输送滚筒组,且输送滚筒组包括平行排布的多个输送滚筒以及用于支撑所述输送滚筒的机架;所述产品定位工装包括夹头组件、侧推组件、正面挡停组件以及拖曳轨道。本技术中对于多规格产品柔性兼容,并能提高点焊位置的精度和生产效率。
技术研发人员:吕家伟,宋三波,杨小红
受保护的技术使用者:纳百川(滁州)新能源科技有限公司
技术研发日:20230821
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!