一种用于电火花毛化机的自动装载拨盘的制作方法
本技术涉及电火花毛化,具体涉及一种用于电火花毛化机的自动装载拨盘。
背景技术:
1、电火花毛化(electro-discharge texturing,简称edt)是依靠脉冲放电所产生的电腐蚀来完成工件表面加工的。利用52套发生器搭载52台直线电机控制系统的特点,更好的控制表面毛化加工电压、峰值电流以及脉冲宽度等,通过脉冲波形和正负极的调整,可有效的控制峰型为圆弧波形,达到表面粗糙度均匀,更加能提高轧辊的耐磨性。在工件旋转及轴向移动的共同作用下,最终产生一个由均匀尺寸和形状的重叠环形凹坑组成的轧辊表面。
2、现今,edt技术比较成熟,且其投资和设备运行的成本相对较低,是目前最具产业化的毛化技术。由德国hk公司生产的edt电火花毛化机床具有毛化表面均匀,毛化效率高,自动化功能也非常的出色,具有非常高的可控性等优点。
3、然而,edt在如此高精度的技术背景下,轧辊的装载功能却一直处于需要操作工进行手动套入。一套毛化技术如此高超的设备仍然用手动套入拨盘的操作,此为该设备设计的一大败笔。装载功能的不成熟,主要影响以下两个方面:
4、1、现如今国内建设自动化与智能化设备的风潮席卷,从安全角度考虑可避免人员与运行设备的直接接触,从效率的角度分析操作工只需要在中控室一键操作便可实现设备正常运行。然而edt毛化设备在每开始加工一根轧辊前,操作工均需到设备近控台前操作套入拨盘的动作,操作工需要探头到设备内观察拨盘与轧辊扁头的套入情况。操作工的安全得不到保障,同时也在一定程度上浪费了工件加工的时间。
5、2、设备操作工并不能保证其设备操作水平在同等标准线,技能生疏的操作工时常会暴力操作或者误操作设备从而导致设备损坏的情况。拨盘的工装尼龙套经常在未对正的情况下操作套入动作,使尼龙套四周变形、起毛边严重影响了设备后续的产品加工质量。
技术实现思路
1、为了克服现有技术的上述缺陷,本实用新型的目的在于提供一种用于电火花毛化机的自动装载拨盘。
2、通过装有弹簧的拨盘挤压轧辊扁头,挤压拨盘触发传感器,慢速旋转拨盘驱动到适当的角度自动套入轧辊扁头后进行毛化作业,无需人工对准拨盘和轧辊扁头,可明显提高打毛机工作效率。
3、为了实现本实用新型的目的,所采用的技术方案是:
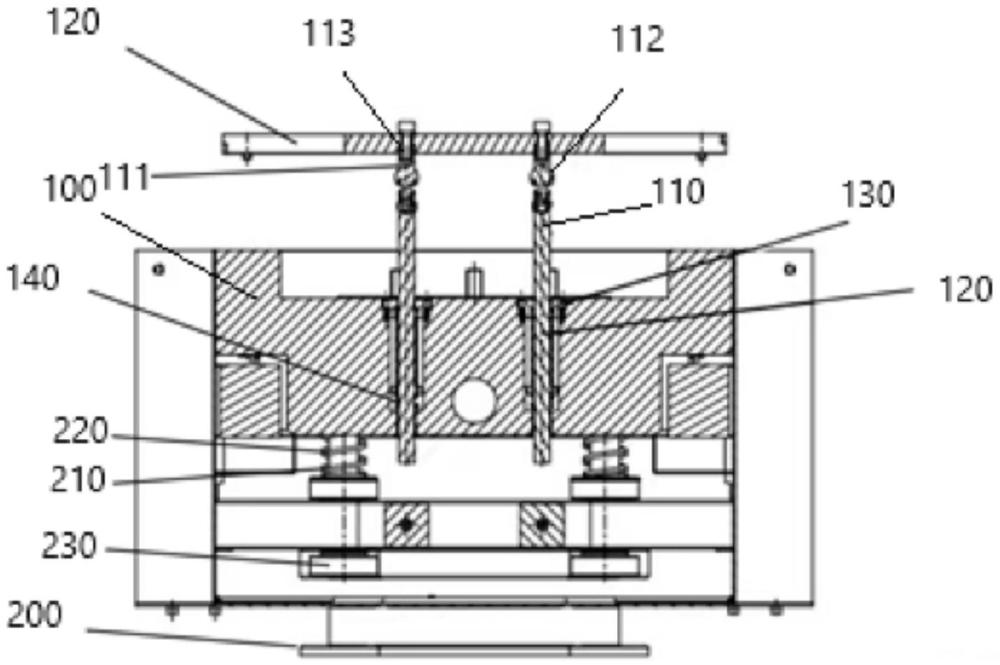
4、一种用于电火花毛化机的自动装载拨盘,包括:
5、一球头连杆装置本体,所述球头连杆装置本体通过若干带有球头的球头连杆与铁圈连接;
6、所述球头连杆伸入所述球头连杆装置本体内,并通过滑套的包裹与连接杆固定;
7、所述连接杆的末端设置有压力弹簧;
8、在球头连杆装置本体的一侧设置有拨盘工装,所述拨盘工装上通过滑杆和尼龙滑套设置有若干拨盘压力弹簧。
9、在本实用新型的一个优选实施例中,所述球头连杆为两两一组的四个球头连杆。
10、在本实用新型的一个优选实施例中,所述球头连杆的球头处设置有密封层。
11、在本实用新型的一个优选实施例中,所述连接杆为伸缩结构。
12、在本实用新型的一个优选实施例中,所述拨盘工装为尼龙材质。
13、本实用新型的有益效果在于:
14、本实用新型中的球头连杆装置具备耐油和润滑功能,并可以起到自动调整设备角度的作用,从而减少机器故障率,提高打毛机工作效率。
技术特征:
1.一种用于电火花毛化机的自动装载拨盘,其特征在于,包括:
2.如权利要求1所述的一种用于电火花毛化机的自动装载拨盘,其特征在于,所述球头连杆为两两一组的四个球头连杆。
3.如权利要求1所述的一种用于电火花毛化机的自动装载拨盘,其特征在于,所述球头连杆的球头处设置有密封层。
4.如权利要求1所述的一种用于电火花毛化机的自动装载拨盘,其特征在于,所述连接杆为伸缩结构。
5.如权利要求1所述的一种用于电火花毛化机的自动装载拨盘,其特征在于,所述拨盘工装为尼龙材质。
技术总结
本技术公开了一种用于电火花毛化机的自动装载拨盘,其特征在于,包括:一球头连杆装置本体,所述球头连杆装置本体通过若干带有球头的球头连杆与铁圈连接;所述球头连杆伸入所述球头连杆装置本体内,并通过滑套的包裹与连接杆固定;所述连接杆的末端设置有压力弹簧;在球头连杆装置本体的一侧设置有拨盘工装,所述拨盘工装上通过滑杆和尼龙滑套设置有若干拨盘压力弹簧。本技术中的球头连杆装置具备耐油和润滑功能,并可以起到自动调整设备角度的作用,从而减少机器故障率,提高打毛机工作效率。
技术研发人员:李文星,赫洪亮
受保护的技术使用者:上海科德轧辊表面处理有限公司
技术研发日:20230822
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!