一种无需铰孔的三刃钻头的制作方法
本技术涉及钻头,尤其涉及一种无需铰孔的三刃钻头。
背景技术:
1、钻头是一种用于钻孔的工具,通常附在电动钻或手动转柄上。它可以用来在各种材料上切割圆形孔,例如金属、木材、塑料、混凝土等。钻头的设计和用途各不相同,以适应不同的材料和钻孔需求。
2、以下是一些常见的钻头类型:
3、金属钻头:专门用于在金属表面钻孔,通常由高速钢制成,具有硬度和耐磨性,以适应金属材料的特性。
4、木工钻头:适用于钻孔木材,通常具有锋利的切削刃和深螺纹,以帮助排出切屑并减少卡住的可能性。
5、混凝土钻头:用于在混凝土、砖块等坚硬材料上钻孔,通常具有硬质合金尖头和特殊的螺纹设计,以便有效地穿透坚硬材料。
6、陶瓷钻头:用于在陶瓷、瓷砖等脆性材料上钻孔,通常具有特殊的钻头几何形状,以减少材料破裂的风险。
7、玻璃钻头:类似于陶瓷钻头,用于在玻璃和其他脆性材料上钻孔等。
8、选择适当的钻头类型取决于你要钻孔的材料和孔径大小。在使用钻头时,务必注意安全,佩戴适当的个人防护装备,并根据材料的特性和钻孔要求来调整钻头的转速和进给速度。
9、目前市场上大多数使用的钻头是2条切屑刃,这类钻头,加工精度差,表面光洁度低,位置度差,使用场合局限,加工支撑性差,这样在加工过程中钻头不停地到跳动和工件壁撞击,导致加工过程中钻头钻尖定心不稳定,孔的圆度差。钻头寿命下降。因此,现有技术还有待于改进和发展。
10、由上所述,为此我们设计出了一种无需铰孔的三刃钻头来解决以上问题。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种无需铰孔的三刃钻头。
2、为了实现上述目的,本实用新型采用了如下技术方案:
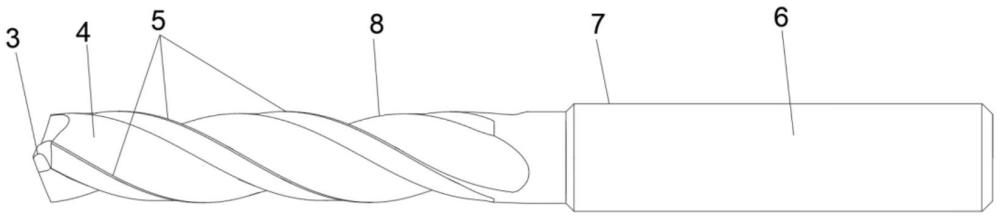
3、一种无需铰孔的三刃钻头,包括钻头本体,所述钻头本体包括:
4、柄部以及与柄部一端固定连接的切削部;
5、所述切削部为三刃型结构,通过°间隔的三韧带支撑,三韧带两两之间设置有排屑槽;
6、所述三韧带远离柄部的一端设置有折弯设置的槽前角直切削刃,三个槽前角直切削刃延伸至钻头本体的中心处形成旋转的钻尖结构;
7、所述钻尖结构的中心形成钻芯,所述钻芯的芯厚厚度为33%d~35%d。
8、优选的,所述三韧带与槽前角直切削刃的角度为0°±1°。
9、优选的,所述钻尖结构与钻头本体中心轴之间的角度为钻尖角,所述钻尖角的角度为140°±2°。
10、优选的,每条所述三韧带的厚度为4.4%d~5%d。
11、与现有技术相比,本实用新型的有益效果是:
12、1、三刃型结构钻头相对于刃钻头具有更多的切削刃,因此在切削时可以更均匀地分散切削力,减少每个刃的负荷,从而提高切削效率,在钻孔时有效抑制加工震动,在高速钻孔的同时确保孔的精度。与刃钻相比,刃钻的孔精度更高,且三刃设计可以减少单个切削刃的宽度,降低切削阻力,从而降低刀具和工件的热量产生,延长刀具寿命,由于每个刃的切削量较小,三刃型结构钻头可能会产生较小的切屑,有助于更好地排除切削屑,减少卡刀现象。
13、2、三个槽前角直切削刃延伸至钻头本体的中心处形成旋转的钻尖结构,旋转钻尖的设计可以有效地减少切削阻力,使切削更轻松、更平稳;这有助于降低刀具磨损和延长刀具寿命,在在进入工件时可以更好地导向和定位,有助于准确地控制钻孔的位置和几何形状,并在切削过程更加平稳,它可以产生更光滑、更精细的切削表面,减少毛刺和粗糙度,同时,其适用于高速加工,可以在更短的时间内完成切削任务。
14、3、刃钻中心芯厚更大,刚性好,切削效率更高,可进行更稳定、更高效率的加工;在高负荷切削情况下,较大的钻尖芯厚度可以更好地分散切削力,减少单个切削刃的负荷,从而降低刀具磨损;且钻尖芯厚的设计可以使钻头更适合切削坚硬材料,因为坚硬材料可能对刀具产生更大的冲击和压力。
技术特征:
1.一种无需铰孔的三刃钻头,包括钻头本体(7),其特征在于,所述钻头本体(7)包括:
2.根据权利要求1所述的一种无需铰孔的三刃钻头,其特征在于,所述三韧带(5)与槽前角直切削刃(1)的角度为0°±1°。
3.根据权利要求1所述的一种无需铰孔的三刃钻头,其特征在于,所述钻尖结构(3)与钻头本体(7)中心轴之间的角度为钻尖角,所述钻尖角的角度为140°±2°。
4.根据权利要求1所述的一种无需铰孔的三刃钻头,其特征在于,每条所述三韧带(5)的厚度为4.4%d~5%d。
技术总结
本技术公开了一种无需铰孔的三刃钻头,涉及钻头技术领域,包括钻头本体,所述钻头本体包括:柄部以及与柄部一端固定连接的切削部;所述切削部为三刃型结构,通过°间隔的三韧带支撑,三韧带两两之间设置有排屑槽;所述三韧带远离柄部的一端设置有折弯设置的槽前角直切削刃,三个槽前角直切削刃延伸至钻头本体的中心处形成旋转的钻尖结构;本技术的三刃型结构钻头相对于刃钻头具有更多的切削刃,因此在切削时可以更均匀地分散切削力,减少每个刃的负荷,从而提高切削效率,旋转钻尖可以有效地减少切削阻力,使切削更轻松、更平稳;并有助于降低刀具磨损和延长刀具寿命,可以产生更光滑、更精细的切削表面,减少毛刺和粗糙度。
技术研发人员:谢叶飞,李叶青
受保护的技术使用者:阿斯图精密工具(上海)有限公司
技术研发日:20230823
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!