一种攻牙定位工装的制作方法
本技术涉及定位工装,尤其是一种攻牙定位工装。
背景技术:
1、对工件进行攻牙加工前,需要对工件进行定位,以达到准确攻牙的目的。现有大多数设备的攻牙定位工装只有压紧功能,由于误差原因,往往会出现工件位置偏差,需要工人调节工件的位置后才能压紧攻牙。现有攻牙定位工装的工作效率低,且对操作人员要求高。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种攻牙定位工装,提高生产效率,降低对操作人员技术要求。
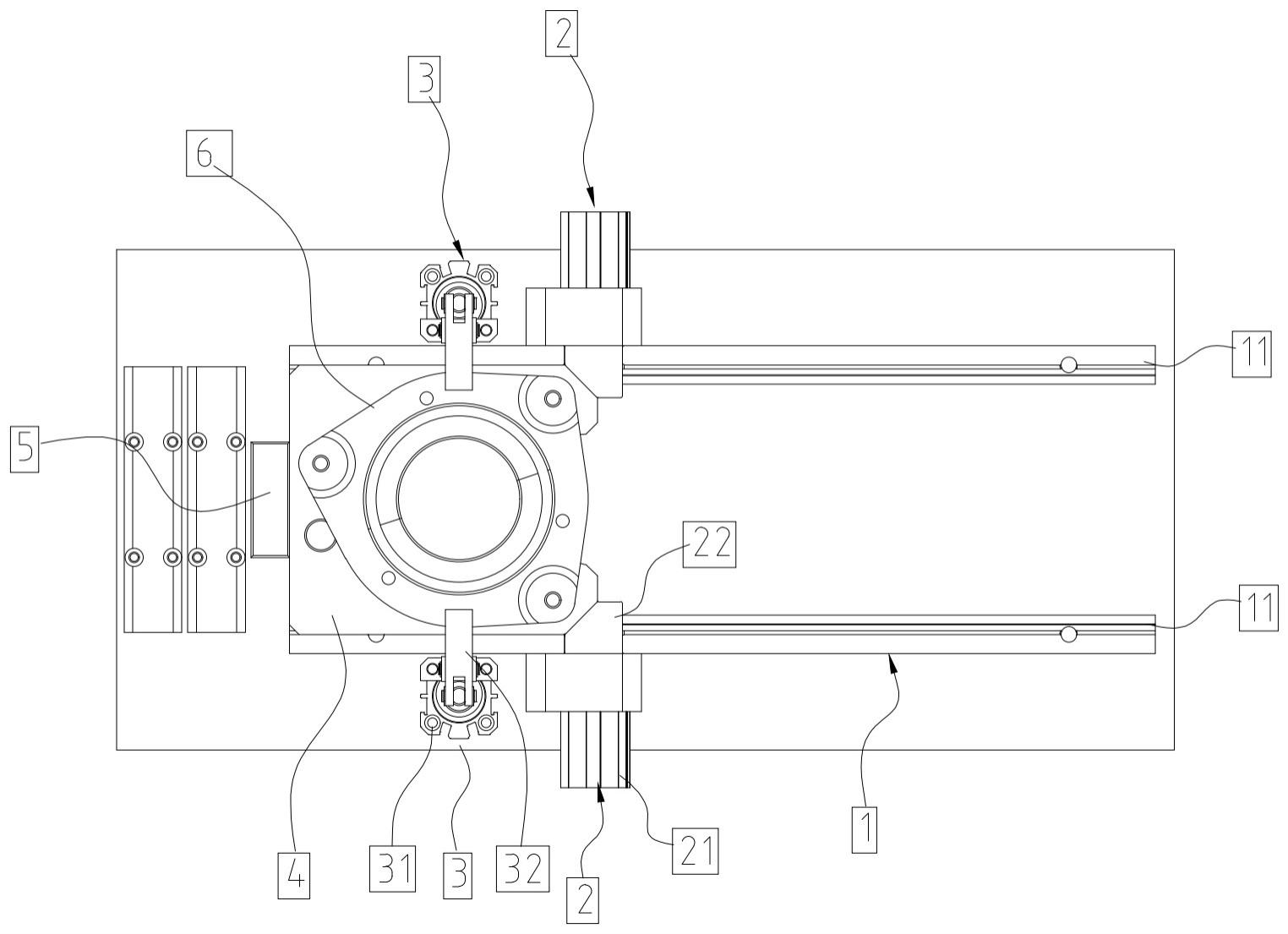
2、为解决上述技术问题,本实用新型的技术方案是:一种攻牙定位工装,包括滑轨、与所述滑轨滑动配合且用于放置工件的托盘、设在滑轨末端的挡板、设在滑轨两侧且用于压紧工件的压紧机构和设在滑轨两侧且用于顶紧托盘的顶紧机构;所述压紧机构包括压块和驱动压块的压紧气缸;所述托盘的一端设有与所述挡板相抵的止挡平面,所述托盘的另一端两侧设有顶压斜面,所述顶紧机构包括能与顶压斜面配合的斜块和驱动所述斜块伸缩的顶紧气缸。本实用新型原理:将工件放在托盘上;利用滑轨将托盘连同工件滑动至攻牙工位,滑入时保证托盘的前端与挡板相抵即可;同时启动压紧机构和顶紧机构,压紧气缸驱动压块将工件压紧在托盘上,顶紧气缸驱动斜块伸出并作用在托盘的顶压斜面上,使得托盘固定夹紧在挡板与斜块之间,这样一来,托盘上的工件位置得到精确定位;启动攻牙设备对工件进行攻牙操作。
3、作为改进,所述滑轨包括两相对设置的滑板,所述滑板的上端内侧设有滑槽,所述托盘的侧边设在滑槽内,所述托盘的顶面与滑板的顶面平齐。
4、作为改进,所述托盘上设有用于钻头伸入的避让孔。
5、作为改进,所述压紧气缸朝上设置,压紧气缸的缸体设有铰接座,所述压块的中部与铰接座铰接,压块的一端与压紧气缸的伸缩杆铰接。
6、作为改进,所述顶紧气缸的缸体固定在滑板的外侧面,所述滑板上设有供斜块伸入的缺口。
7、作为改进,所述顶压斜面的倾斜度为45度朝向滑板。
8、本实用新型与现有技术相比所带来的有益效果是:
9、本实用新型利用托盘带着工件一起滑入攻牙工位,保证半自动生产人员操作的安全性;利用压紧机构对工件进行压紧,利用挡块和顶紧机构对托盘进行固定夹紧,使得工件的定位更精准,给攻牙操作提供精确和稳定的加工条件。
技术特征:
1.一种攻牙定位工装,其特征在于:包括滑轨、与所述滑轨滑动配合且用于放置工件的托盘、设在滑轨末端的挡板、设在滑轨两侧且用于压紧工件的压紧机构和设在滑轨两侧且用于顶紧托盘的顶紧机构;所述压紧机构包括压块和驱动压块的压紧气缸;所述托盘的一端设有与所述挡板相抵的止挡平面,所述托盘的另一端两侧设有顶压斜面,所述顶紧机构包括能与顶压斜面配合的斜块和驱动所述斜块伸缩的顶紧气缸。
2.根据权利要求1所述的一种攻牙定位工装,其特征在于:所述滑轨包括两相对设置的滑板,所述滑板的上端内侧设有滑槽,所述托盘的侧边设在滑槽内,所述托盘的顶面与滑板的顶面平齐。
3.根据权利要求1所述的一种攻牙定位工装,其特征在于:所述托盘上设有用于钻头伸入的避让孔。
4.根据权利要求1所述的一种攻牙定位工装,其特征在于:所述压紧气缸朝上设置,压紧气缸的缸体设有铰接座,所述压块的中部与铰接座铰接,压块的一端与压紧气缸的伸缩杆铰接。
5.根据权利要求2所述的一种攻牙定位工装,其特征在于:所述顶紧气缸的缸体固定在滑板的外侧面,所述滑板上设有供斜块伸入的缺口。
6.根据权利要求2所述的一种攻牙定位工装,其特征在于:所述顶压斜面的倾斜度为45度朝向滑板。
技术总结
一种攻牙定位工装,包括滑轨、与所述滑轨滑动配合且用于放置工件的托盘、设在滑轨末端的挡板、设在滑轨两侧且用于压紧工件的压紧机构和设在滑轨两侧且用于顶紧托盘的顶紧机构;所述压紧机构包括压块和驱动压块的压紧气缸;所述托盘的一端设有与所述挡板相抵的止挡平面,所述托盘的另一端两侧设有顶压斜面,所述顶紧机构包括能与顶压斜面配合的斜块和驱动所述斜块伸缩的顶紧气缸。本技术提高生产效率,降低对操作人员技术要求。
技术研发人员:柴思言,胡建祥
受保护的技术使用者:广州市埃埃拓普汽车零件制造有限公司
技术研发日:20230823
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!