一种五金件加工的精准打孔夹持设备的制作方法
本技术涉及一种五金工件加工设备领域,更具体地说,涉及一种五金件加工的精准打孔夹持设备。
背景技术:
1、目前,中国专利网上公开了一种座椅木质面板打孔用夹持装置,公开号cn217802200u,包括操作台,操作台上滑动连接有沿着水平方向滑动的夹持单元,夹持单元包括放置组件和与放置组件滑动连接且可沿竖直方向滑动的定位组件,定位组件与放置组件配合用于夹持木质面板,操作台上固定有立杆,立杆的顶端固定有横杆,横杆滑动连接有打孔单元,打孔单元可沿与夹持单元滑动方向垂直的方向滑动,打孔单元用于对夹持在夹持单元上的木质面板打孔。本实用新型解决背景技术中提到的当需要对木板的多个部位进行打孔时,操作人员需频繁对木板进行定位,从而造成打孔效率低下的问题。
2、虽然专利中的一种座椅木质面板打孔用夹持装置,虽然具有可以对木板多个部位进行打孔的优点,但是该打孔用夹持装置对工件的夹持力度较低,使其在打孔过程中易使木板出现偏移。
技术实现思路
1、本实用新型为了克服现有技术中存在的传统的打孔夹持装置对工件的夹持力度较小的问题,现提供具有较高夹持力度的优点的一种五金件加工的精准打孔夹持设备。
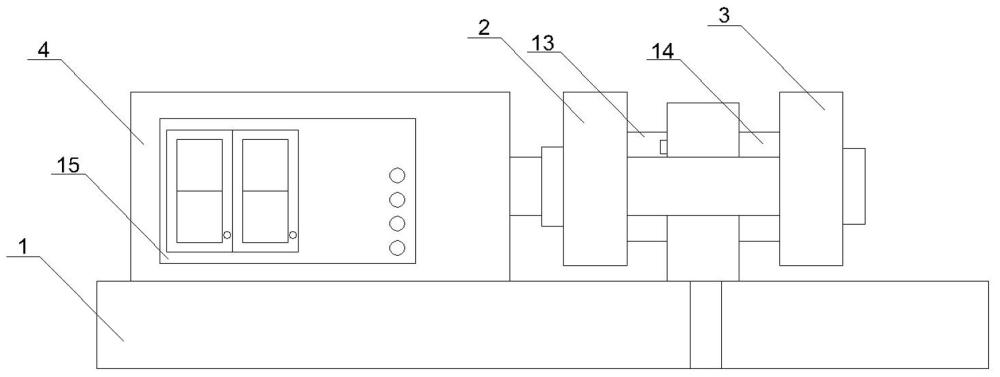
2、本实用新型的一种五金件加工的精准打孔夹持设备,包括底座,所述的底座上端设有用于对待加工的工件进行夹持的夹持设备,所述的夹持设备包括用于对工件进行夹持的左夹紧板,所述的左夹紧板右侧设有与左夹紧板配合使用的右夹紧板,所述的左夹紧板左侧设有用于分别驱动左夹紧板和右夹紧板的驱动机构。
3、作为优选,所述的驱动机构包括壳体,所述的壳体内设有用于驱动左夹紧板的驱动气缸,位于驱动气缸前后两侧的壳体内分别设有呈前后对称分布且与驱动气缸配合使用的辅助推块,位于辅助推块前后两侧的壳体内分别设有呈左右对称分布且用于带动右夹紧板运动的从动推块。
4、作为优选,所述的壳体中心开设有用于安装驱动气缸的气缸安装位,位于气缸安装位右侧的壳体上开设有用于将驱动气缸的活塞杆伸出至壳体外部的活塞通孔,所述的驱动气缸的活塞杆右端与左夹紧板左端面通过设置法兰和螺钉相连接。
5、作为优选,位于气缸前后两侧的壳体内分别开设有用于安装辅助推块的推块安装位,所述的辅助推块右端插接有与驱动气缸配合使用的导向推杆,位于推块安装位右端的壳体上开设有用于将导向推杆伸出至壳体外部的导向通孔,所述的导向推杆右端与左夹紧板左端面通过设置法兰和螺钉相连接。
6、作为优选,位于辅助推块前后两侧的壳体内分别开设有用于安装从动推块的从动安装位,所述的从动推块右端插接有用于带动右夹紧板的从动推杆,位于从动安装位右端的壳体上开设有用于将从动推杆伸出至壳体外部的从动通孔,位于壳体外部的从动推杆依次贯穿左夹紧板和右夹紧板,所述的从动推杆右端与右夹紧板右端面通过设置法兰和螺钉相连接。
7、作为优选,所述的左夹紧板的前后两端和右夹紧板的前后两端分别开设有与从动推杆相匹配的夹紧通孔,所述的左夹紧板右端面中心设有用于对工件进行夹持的左夹紧块,所述的右夹紧板左端面中心设有用于对工件进行夹持的右夹紧块,所述的左夹紧块和右夹紧块呈左右对称布置,所述的左夹紧块背面与左夹紧板右端面相焊接,所述的右夹紧块背面与右夹紧板左端面相焊接,所述的左夹紧块右端和右夹紧块左端分别开设有与工件相匹配的弧形夹持位,位于左夹紧块右端的弧形夹持位的内壁上嵌装有用于检测左夹紧块与工件间的压力的压力传感器j1。
8、作为优选,位于辅助推块与从动推块间的壳体上设有用于与从动推块配合使用的从动齿轮,位于辅助推块与从动推块间的壳体上竖直焊接有用于插接从动齿轮的齿轮转轴,所述的辅助推块靠近从动齿轮的一侧开设有导向齿条,所述的从动推块靠近从动齿轮的一侧开设有从动齿条,所述的导向齿条与从动齿条分别与从动齿轮齿动啮合。
9、作为优选,所述的壳体前端面上嵌装有与压力传感器j1配合使用的电控柜,所述的电控柜与壳体前端面通过设置螺钉相连接,所述的电控柜正面设有用于显示压力数值的数码管smg,所述的电控柜内部安装有用于分别控制压力传感器j1和数码管smg的控制电路,所述的控制电路左侧设有为控制电路提供电能的电源电路。
10、作为优选,所述的电源电路包括电源模块m1、开关k1和二极管d1,所述的电源模块m1的1引脚与二极管d1的正极电性连接,所述的二极管d1的负极与开关k1的一端电性连接,所述的开关k1另一端输出+vcc,所述的电源模块m1的2引脚接地。
11、作为优选,所述的控制电路包括控制芯片u1、晶振y1、压力传感器j1、数码管smg、进气泵jqb、出气泵cqb、三极管q1、三极管q2、电阻r1、电阻r2、电阻r3、电阻r4、电阻r5、电阻r6、电阻r7、开关k2、开关k3、开关k4、电容c1、电容c2和电容c3,所述的开关k1、开关k2、开关k3、开关k4从上至下依次嵌装于电控柜前端面,所述的晶振y1的一端分别与电容c1的一端和控制芯片u1的19引脚电性连接,所述的晶振y1的另一端分别与电容c2的一端和控制芯片u1的18引脚电性连接,所述的电容c1的另一端和电容c2的另一端电性连接,所述的电容c1的另一端接地,所述的电阻r1的一端分别与开关k2的一端、电容c3的一端和控制芯片u1的9引脚电性连接,所述的电阻r1的另一端接地,所述的开关k2的另一端和电容c3的另一端电性连接,所述的开关k2的另一端接+vcc,所述的控制芯片u1的31引脚接+vcc,所述的控制芯片u1的1引脚与电阻r2一端电性连接,所述的控制芯片u1的2引脚与电阻r3一端电性连接,所述的电阻r2的另一端与开关k3的一端电性连接,所述的电阻r3的另一端与开关k4的一端电性连接,所述的开关k3的另一端和开关k4的另一端分别接地,所述的压力传感器j1的1引脚与控制芯片u1的5引脚电性连接,所述的压力传感器j1的2引脚与控制芯片u1的6引脚电性连接,所述的控制芯片u1的7引脚与电阻r5的一端电性连接,所述的电阻r5的另一端与三极管q1的基极电性连接,所述的三极管q1的发射极接+vcc,所述的三极管q1的集电极分别与电阻r4的一端和继电器j2的5引脚电性连接,所述的电阻r4的了那个一端与继电器j2的6引脚电性连接,所述的继电器j2的1引脚和2引脚接地,所述的继电器j2的3引脚接+vcc,所述的继电器j2的4引脚与进气泵jqb的正极电性连接,所述的进气泵jqb的负极接地,所述的控制芯片u1的8引脚与电阻r7的一端电性连接,所述的电阻r7的另一端与三极管q2的基极电性连接,所述的三极管q2的发射极接+vcc,所述的三极管q2的集电极分别与电阻r6的一端和继电器j3的5引脚电性连接,所述的电阻r5的了那个一端与继电器j3的6引脚电性连接,所述的继电器j3的1引脚和2引脚接地,所述的继电器j3的3引脚接+vcc,所述的继电器j3的4引脚与出气泵cqb的正极电性连接,所述的出气泵cqb的负极接地,所述的数码管smg的1引脚接+vcc,所述的数码管smg的10引脚接地,所述的数码管smg的2引脚与控制芯片u1的39引脚电性连接,所述的数码管smg的3引脚与控制芯片u1的38引脚电性连接,所述的数码管smg的4引脚与控制芯片u1的37引脚电性连接,所述的数码管smg的5引脚与控制芯片u1的36引脚电性连接,所述的数码管smg的6引脚与控制芯片u1的35引脚电性连接,所述的数码管smg的7引脚与控制芯片u1的34引脚电性连接,所述的数码管smg的8引脚与控制芯片u1的33引脚电性连接,所述的数码管smg的9引脚与控制芯片u1的32引脚电性连接,所述的数码管smg的18引脚与控制芯片u1的21引脚电性连接,所述的数码管smg的17引脚与控制芯片u1的22引脚电性连接,所述的数码管smg的16引脚与控制芯片u1的23引脚电性连接,所述的数码管smg的15引脚与控制芯片u1的24引脚电性连接,所述的数码管smg的14引脚与控制芯片u1的25引脚电性连接,所述的数码管smg的13引脚与控制芯片u1的26引脚电性连接,所述的数码管smg的12引脚与控制芯片u1的27引脚电性连接,所述的数码管smg的11引脚与控制芯片u1的28引脚电性连接。
12、所述的电源模块m1可采用的型号为hlk-20m12;所述的控制芯片u1可采用的型号为stc89c52。所述的压力传感器j1可采用的型号为cyt-206。正常工作前,使用者可通过烧录器将所需程序烧入控制芯片u1中。开关k2可用于对控制芯片u1进行复位。
13、工作前,先将进气泵的输出端与驱动气缸的气体输入端通过设置管道相连接,所述的进气泵的输入端与外部储气罐的输出端通过设置管道相连接;将出气泵的输入端与驱动气缸的气体输出端通过设置管道相连接,所述的出气泵的输出端与外部储气罐的输入端通过设置管道相连接。
14、工作时,先将电源模块m1接入220v日常电源中,打开开关k1,此时电源电路开始工作并为控制电路提供电能,之后将工件放置于由两个弧形夹持位形成的工件放置位中,之后按下开关k3启动本实用新型,按下开关k3后,控制芯片会发送夹持指令给进气泵jqb和出气泵cqb,驱动气缸在进气泵jqb和出气泵cqb的共同作用下,会将活塞杆向右顶出,该过程中活塞杆会带动左夹紧块向右移动贴合并对工件进行夹紧,同时在左夹紧板的向右移动过程中,会带动导向推杆一起向右移动,该过程中导向推杆带动辅助推块向右移动,辅助推块移动过程中通过导向齿条、从动齿轮和从动齿条带动从动推块向左移动,从动推块向左移动过程中通过从动推杆带动右夹紧块向左移动贴合并对工件进行夹紧。
15、对工件的夹紧过程中,压力传感器j1会实时检测工件与左夹紧块间的压力,并将该压力信息发送给控制芯片u1,控制芯片u1会将收到的压力信息进行计算并将结果发送给数码管smg,数码管smg会实时显示当前工件与左夹紧块间的压力数值;使用者可根据工件的材料和外形在控制芯片中预设压力值,当工件与左夹紧块间的压力数值到达预设压力值时,控制芯片u1会分别控制进气泵jqb和出气泵cqb让工件始终处于在该压力大小中,为使用者提供更加稳定的打孔条件,提高打孔成功率;当出现左夹紧块与右夹紧块间进入杂质等异常情况时,使用者可按下开关k4,此时控制芯片u1会立即关闭进气泵jqb和出气泵cqb,方便使用者处理异常情况,当异常排出后,可再按下开关k4,此时控制芯片u1会继续只需之前的指令。
16、本实用新型具有以下有益效果:结构简单,使用方便,稳定性高,良品率高。
- 还没有人留言评论。精彩留言会获得点赞!