一种轴类零件键槽加工中快速装夹的制作方法
本技术涉及铣床加工领域,尤其是涉及轴类零件,具体为一种轴类零件键槽加工中快速装夹。
背景技术:
1、轴类零件表面需要键槽加工时因为轴类零件外轮廓为圆柱状的特性容易滚动,而键槽的加工多使用铣床,铣床在加工时刀具和零件表面接触会产生振动,在键槽的加工过程中振动和滚动导致的位移前者会加工表面不均匀键槽表面坑坑洼洼,后者会会导致加工撞刀使零件和刀具报废并且具有安全隐患。
技术实现思路
1、鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种轴类零件键槽加工中快速装夹,用于解决现有技术的难点。
2、为实现上述目的及其他相关目的,本实用新型提供一种轴类零件键槽加工中快速装夹,包括:
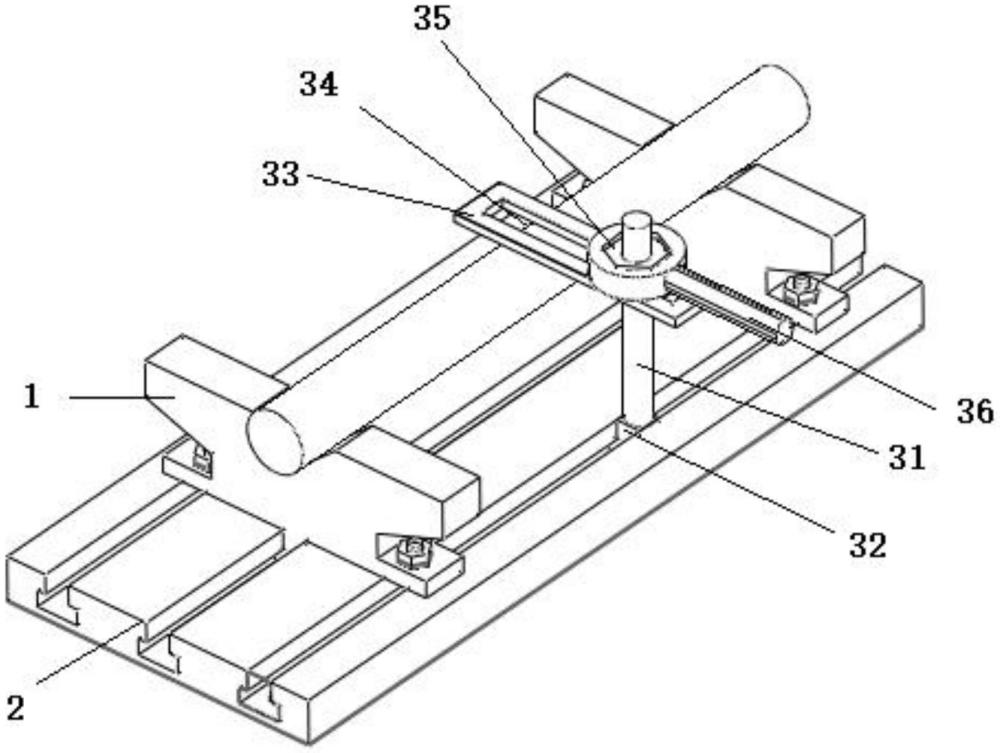
3、铣床工作台1,所述铣床工作台1顶端等间距开设有三道的倒t型凹槽11;
4、工件放置块2,所述工件放置块2设置在铣床工作台1顶部,所述工件放置块2底部设置有倒t型卡块21,所述倒t型卡块21卡设在铣床工作台1正中的倒t型凹槽11内,所述工件放置块2设置有一对,一对所述工件放置块2分别位于铣床工作台1的左右两侧;
5、工件固定模块3,所述工件固定模块3卡设在铣床工作台1顶端,所述工件固定模块3位于一对工件放置块2之间。
6、根据优选方案,工件放置块2整体呈正梯形,工件放置块2顶部的长度大于底部的长度。
7、根据优选方案,所述工件放置块2底部左右两侧设置有梯形凹槽22,所述梯形凹槽22的侧壁上穿设有锁紧螺栓23,所述锁紧螺栓23底部穿过工件放置块2进入前后两侧的倒t型凹槽11内。
8、根据优选方案,所述工件固定模块3顶端开设有v型槽24。
9、根据优选方案,工件固定模块3包括:
10、螺纹柱31,所述螺纹柱31卡设铣床工作台1顶部,所述螺纹柱31底端设置有导向块32,所述导向块32卡设在前或后的倒t型凹槽11内;
11、压块33,所述压块33套设在螺纹柱31上,所述压块33正中开设有方槽34,所述方槽34的内侧壁与螺纹柱31接触;
12、六角螺母35,所述六角螺母35套设在螺纹柱31上,所述六角螺母35底端与压块33顶端接触;
13、外六角扳手36,所述外六角扳手36套设在六角螺母35外侧。
14、本实用新型采用铣床工作台、工件放置块和工件固定模块,将待加工的轴类零件的左右两端放置在工件放置块顶部的v型槽内,通过工件固定模块中的压板压紧锁定,装夹快速并且加工时可有效防止轴类零件旋转导致位移,以及给与零件支撑降低零件加工时的振动。
15、下文中将结合附图对实施本实用新型的最优实施例进行更详尽的描述,以便能容易地理解本实用新型的特征和优点。
技术特征:
1.一种轴类零件键槽加工中快速装夹,其特征在于,包括:
2.根据权利要求1所述的轴类零件键槽加工中快速装夹,其特征在于,所述工件放置块(2)底部左右两侧设置有梯形凹槽(22),所述梯形凹槽(22)的侧壁上穿设有锁紧螺栓(23),所述锁紧螺栓(23)底部穿过工件放置块(2)进入前后两侧的倒t型凹槽(11)内。
3.根据权利要求2所述的轴类零件键槽加工中快速装夹,其特征在于,所述工件固定模块(3)顶端开设有v型槽(24)。
4.根据权利要求3所述的轴类零件键槽加工中快速装夹,其特征在于,所述工件固定模块(3)包括:
技术总结
本技术提供一种轴类零件键槽加工中快速装夹,包括铣床工作台顶端等间距开设有三道的倒T型凹槽;工件放置块设置在铣床工作台顶部,工件放置块底部设置有倒T型卡块,倒T型卡块卡设在铣床工作台正中的倒T型凹槽内,工件放置块设置有一对,一对工件放置块分别位于铣床工作台的左右两侧;工件固定模块卡设在铣床工作台顶端,工件固定模块位于一对工件放置块之间。本技术采用铣床工作台、工件放置块和工件固定模块,将待加工的轴类零件的左右两端放置在工件放置块顶部的V型槽内,装夹快速并且通过工件固定模块中的压板压紧锁定,加工时可有效防止轴类零件旋转导致位移,以及给与零件支撑降低零件加工时的振动。
技术研发人员:冯海杰
受保护的技术使用者:无锡阜泰电机有限公司
技术研发日:20230823
技术公布日:2024/5/6
- 还没有人留言评论。精彩留言会获得点赞!