一种切边连续冲压模具及冲压设备的制作方法
本技术涉及冲压加工,尤其是指一种切边连续冲压模具及冲压设备。
背景技术:
1、冲压加工是利用安装在冲压设备上的冲压模具对材料施加压力,使其产生分离或塑性变形,从而获得所需冲裁件的一种压力加工方法,其中冲压模具是冲压加工的主要工艺装备。
2、现有技术中冲压设备上的冲压模具通常包括有上模具和下模具,上模具包括有凸模,下模具对应包括有凹模,冲压设备通过驱动上、下模具的合模,从而使凸模与凹模之间的料带变形成型为所需冲裁件,最后凹模内镶件将冲裁件顶起脱料。
3、但是现有技术中的冲压设备在裁切冲裁件的边缘时,通常都选择一套冲压模具直接成型,直接成型需要切去较大的废料,会导致冲裁件的边缘形成毛刺,冲裁件在使用装配时容易刺伤操作人员的手部,存在安全隐患。
技术实现思路
1、为此,本实用新型所要解决的技术问题在于克服现有技术中冲压设备在裁切冲裁件的边缘时,一套冲压模具直接成型的操作会使冲裁件的边缘形成较多毛刺,存在有安全隐患的问题。
2、第一方面,为解决上述技术问题,本实用新型提供了一种切边连续冲压模具,包括上模具和下模具,所述上模具包括:
3、上模座;
4、粗切凸模,所述粗切凸模与所述上模座连接;
5、精切凸模,所述精切凸模与所述上模座连接;
6、所述下模具包括:
7、下模板,所述下模板上设置有粗切凹模和精切凹模,所述粗切凹模与所述粗切凸模嵌入配合,所述精切凹模与所述精切凸模嵌入配合;
8、其中,料带在所述上模具和下模具之间间歇移动;合模时,所述粗切凸模对所述料带上相邻两件预设冲裁件位置之间的废料粗裁切,所述粗切凸模与所述料带上预设冲裁件的位置留设有冲裁余量;所述精切凸模对所述料带上相邻两件预设冲裁件位置之间的废料精裁切,裁切掉所述冲裁余量,所述精切凸模在所述料带上成型出冲裁件的外轮廓。
9、在本实用新型的一个实施例中,所述精切凸模包括第一凸模和第二凸模,所述第一凸模、第二凸模均与所述上模座连接,所述第一凸模对所述料带上预设冲裁件的长边精裁切,所述第二凸模对所述料带上预设冲裁件的短边精裁切。
10、在本实用新型的一个实施例中,所述精切凹模包括第一凹模和第二凹模,所述第一凸模与所述第一凹模嵌入配合,所述第二凸模与所述第二凹模嵌入配合。
11、在本实用新型的一个实施例中,所述上模具还包括折弯凸模,所述折弯凸模与所述上模座连接,所述下模板上还设置有折弯凹模,所述折弯凹模与冲裁件的折弯形状相仿形;合模时,所述折弯凸模将料带抵压在所述折弯凹模上。
12、在本实用新型的一个实施例中,所述上模具还包括切断凸模,所述切断凸模与所述上模座连接;所述下模板还设置有切断凹模,所述切断凸模与所述切断凹模嵌入配合。
13、在本实用新型的一个实施例中,所述上模具还包括上夹板,所述上夹板与所述上模座连接,所述粗切凸模、精切凸模均与所述上夹板连接。
14、在本实用新型的一个实施例中,所述上模具还包括上垫板,所述上垫板连接在所述上模座与所述上夹板之间,所述粗切凸模、精切凸模的一端均与所述上垫板抵压。
15、在本实用新型的一个实施例中,所述上模具还包括压料弹簧和脱料板,所述压料弹簧的两端分别和所述上模座以及脱料板连接,所述脱料板上开设有多个让位槽,所述粗切凸模、精切凸模均穿设在所述让位槽内。
16、在本实用新型的一个实施例中,所述下模具还包括下模座,所述下模座与所述下模板连接。
17、第二方面,为解决上述技术问题,本实用新型还提供了一种冲压设备,包括所述的切边连续冲压模具。
18、本实用新型的上述技术方案相比现有技术具有以下优点:
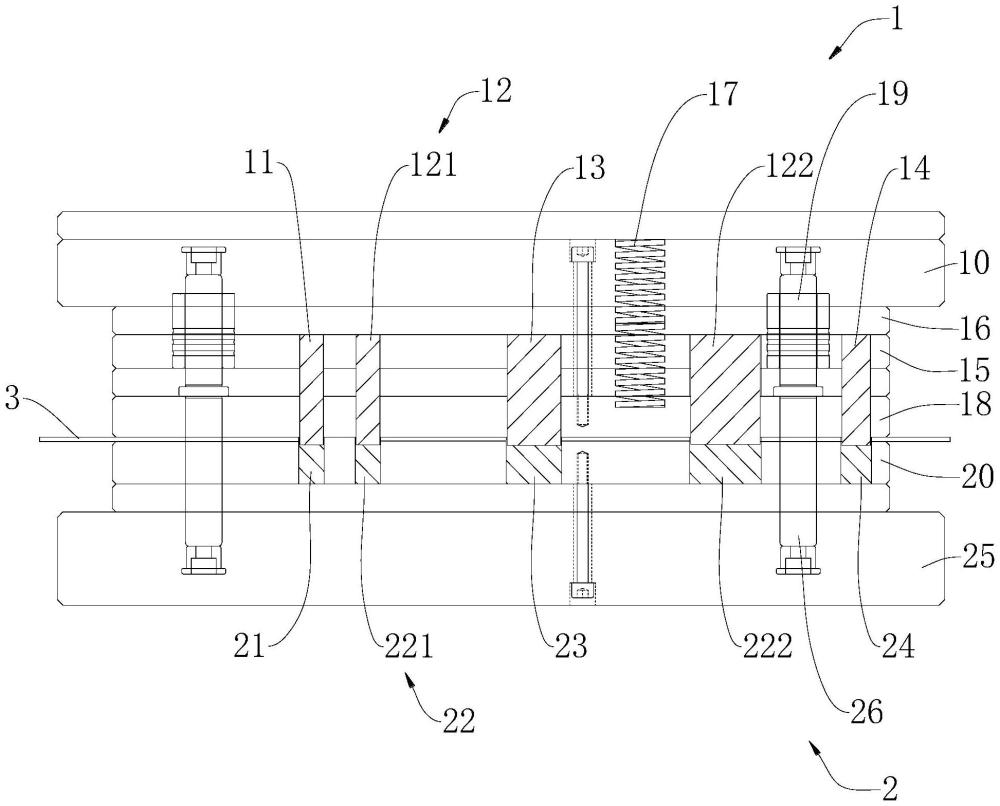
19、本实用新型所述的切边连续冲压模具包括上模具和下模具,上模具包括上模座、粗切凸模以及精切凸模,下模具包括下模板,下模板上设置有粗切凹模和精切凹模,其中,料带在上模具和下模具之间间歇移动;合模时,粗切凸模对料带上相邻两件预设冲裁件位置之间的废料粗裁切,粗切凸模与料带上预设冲裁件的位置留设有冲裁余量;精切凸模对料带上相邻两件预设冲裁件位置之间的废料精裁切,裁切掉冲裁余量,精切凸模在料带上成型出冲裁件的外轮廓。所述的切边连续冲压模具通过设置粗切、精切两次连续冲裁操作,减少了冲裁件外轮廓在最终成型时裁切掉的外侧废料,减弱了成型时冲裁件边缘受到的撕裂应力,从而降低了毛刺形成量,改善了冲裁件的质量,提高了使用安全性。
20、本实用新型所述的冲压设备包括所述的切边连续冲压模具,通过采用所述的切边连续冲压模具,提高了冲压设备批量生产冲裁件的质量,保障了冲裁件的使用安全性。
技术特征:
1.一种切边连续冲压模具,包括上模具和下模具,其特征在于:所述上模具包括:
2.根据权利要求1所述的切边连续冲压模具,其特征在于:所述精切凸模包括第一凸模和第二凸模,所述第一凸模、第二凸模均与所述上模座连接,所述第一凸模对所述料带上预设冲裁件的长边精裁切,所述第二凸模对所述料带上预设冲裁件的短边精裁切。
3.根据权利要求2所述的切边连续冲压模具,其特征在于:所述精切凹模包括第一凹模和第二凹模,所述第一凸模与所述第一凹模嵌入配合,所述第二凸模与所述第二凹模嵌入配合。
4.根据权利要求1所述的切边连续冲压模具,其特征在于:所述上模具还包括折弯凸模,所述折弯凸模与所述上模座连接,所述下模板上还设置有折弯凹模,所述折弯凹模与冲裁件的折弯形状相仿形;合模时,所述折弯凸模将料带抵压在所述折弯凹模上。
5.根据权利要求1所述的切边连续冲压模具,其特征在于:所述上模具还包括切断凸模,所述切断凸模与所述上模座连接;所述下模板还设置有切断凹模,所述切断凸模与所述切断凹模嵌入配合。
6.根据权利要求1所述的切边连续冲压模具,其特征在于:所述上模具还包括上夹板,所述上夹板与所述上模座连接,所述粗切凸模、精切凸模均与所述上夹板连接。
7.根据权利要求6所述的切边连续冲压模具,其特征在于:所述上模具还包括上垫板,所述上垫板连接在所述上模座与所述上夹板之间,所述粗切凸模、精切凸模的一端均与所述上垫板抵压。
8.根据权利要求1所述的切边连续冲压模具,其特征在于:所述上模具还包括压料弹簧和脱料板,所述压料弹簧的两端分别和所述上模座以及脱料板连接,所述脱料板上开设有多个让位槽,所述粗切凸模、精切凸模均穿设在所述让位槽内。
9.根据权利要求1所述的切边连续冲压模具,其特征在于:所述下模具还包括下模座,所述下模座与所述下模板连接。
10.一种冲压设备,其特征在于:包括如权利要求1-9中任一项所述的切边连续冲压模具。
技术总结
本技术公开了一种切边连续冲压模具及冲压设备,涉及冲压加工技术领域,所述的切边连续冲压模具包括上模具和下模具,上模具包括上模座、粗切凸模以及精切凸模,下模具包括下模板,下模板上设置有粗切凹模和精切凹模,其中,料带在上模具和下模具之间间歇移动;合模时,粗切凸模对料带上相邻两件预设冲裁件位置之间的废料粗裁切,粗切凸模与料带上预设冲裁件的位置留设有冲裁余量;精切凸模裁切掉冲裁余量,成型出冲裁件的外轮廓。所述的冲压设备包括切边连续冲压模具。本技术所述的切边连续冲压模具及冲压设备具有降低冲裁件外轮廓断面上毛刺形成量,改善冲裁件质量以及提高使用安全性的效果。
技术研发人员:刘平,刘国宝,杜安文,王律
受保护的技术使用者:苏州捷德威电子科技有限公司
技术研发日:20230824
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!