一种U型电池盖用热弯模具的制作方法
本技术涉及热弯模具,尤其涉及一种u型电池盖用热弯模具。
背景技术:
1、u型电池盖通常用来指代一种电池外壳结构,它的形状类似于字母u,主要用于封闭和保护电池组件,确保其安全运行,热弯模具是一种常见制造u型电池盖的方法,它用于将平板材料加热至高温后,通过应用压力将其弯曲成u形状。
2、经检索,中国专利公开了一种热弯模具(公布号为cn214528698u),该专利技术虽然通过增设顶撑件,使下模与上模之间形成合模间隙,防止上模在合模中因受上模重力影响而对玻璃表面产生模具印,但是,当平板材料倾斜后,其两侧受到的重力不同,会发生在模具上偏移,从而导致两侧的厚度不一致,影响成型质量,因此,本领域技术人员提供了一种u型电池盖用热弯模具,以解决上述背景技术中提出的问题。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种u型电池盖用热弯模具,首先,平板材料放到凸模上,能快速调整两侧的长度,使其两侧厚度一致,从而提升u型电池盖成型质量,其次,加压软化平板材料的两侧,使其两侧快速贴合凸模,到达快速成型的目的。
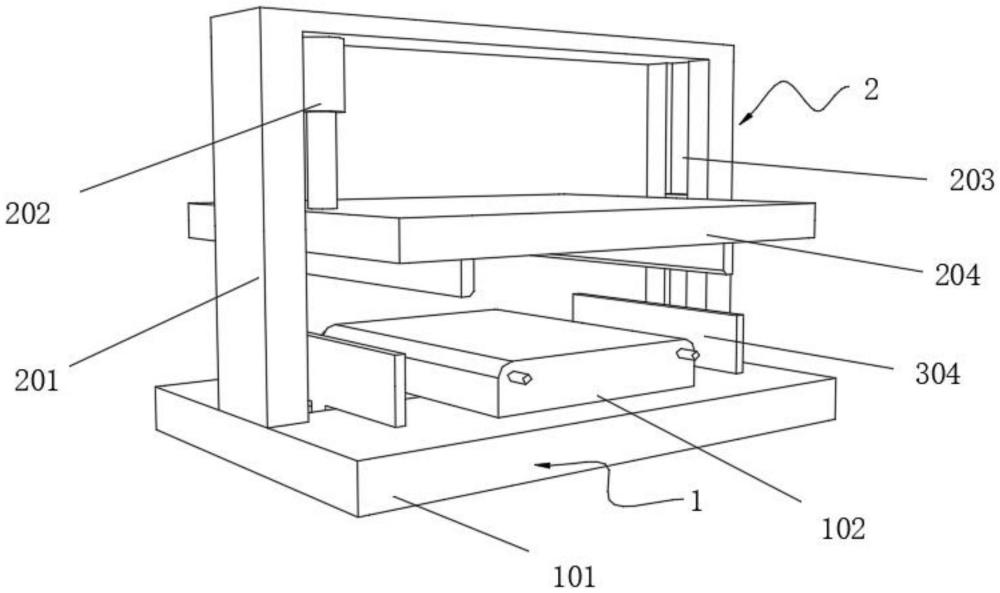
2、为实现上述目的,本实用新型提供了如下技术方案:一种u型电池盖用热弯模具,包括基础组件、下压组件和调整组件,所述基础组件包括底座,所述底座的顶部中心位置处固定连接有凸模,所述凸模的中部两侧均固定连接有加热管;
3、所述下压组件包括固定框,所述固定框的内壁两侧均开设有第一滑槽,所述固定框的底部固定连接有液压缸,所述液压缸的活塞端固定连接有压板,所述压板的底部开设有第二滑槽,所述第二滑槽的外壁左右两侧均固定连接有电动伸缩杆,两侧所述电动伸缩杆的伸缩杆端均固定连接有压块;
4、通过上述技术方案,平板材料放到凸模上,通过电机驱动双向螺纹杆转动,从而带动两侧夹板推动平板材料移动,使其平板材料在凸模左右两侧相等,再通过加热管加热凸模的两侧,使其平板材料两侧升温软化,等到平板材料受到自身的重力,使其两侧自然下垂,通过液压缸驱动压板,从而两侧压块对平板材料的两边加压,再通过电动伸缩杆推动压块挤压平板材料下垂的两侧,使其平板材料的两边快速贴合到凸模的两侧,提升了u型电池盖的成型质量和速度。
5、进一步地,所述调整组件包括限位槽,所述限位槽的外壁开设在底座的顶部;
6、通过上述技术方案,开设限位槽,用于限制。
7、进一步地,所述限位槽的外壁右侧固定连接有电机;
8、通过上述技术方案,固定电机,用于驱动,使其快速运动,提升速率。
9、进一步地,所述电机的驱动端固定连接有双向螺纹杆,所述双向螺纹杆的左端转动连接在限位槽的外壁左侧;
10、通过上述技术方案,快速转动双向螺纹杆,提升速率。
11、进一步地,所述双向螺纹杆的外壁两侧均螺纹连接有夹板,两侧所述夹板的前后两侧均滑动连接在限位槽的外壁;
12、通过上述技术方案,快速调整用于生产u型电池盖的平板材料的位置,使其两侧的厚度一致,提升成型质量,夹板在限位槽中滑动,更好地调整平板材料的位置。
13、进一步地,所述固定框的底部固定连接在底座的顶部;
14、通过上述技术方案,固定框固定连接在底座的顶部,方便液压缸推动压板移动。
15、进一步地,所述压板的左右两侧分别滑动连接在两侧第一滑槽的外壁;
16、通过上述技术方案,压板在第一滑槽中滑动,压持平板材料的两侧,便于软化后的平板材料快速变形。
17、进一步地,两侧所述压块的顶部均滑动连接在两侧第二滑槽的外壁;
18、通过上述技术方案,推动平板材料软化的两侧,快速贴近凸模的两侧,提升u型电池盖成型速率。
19、本实用新型具有如下有益效果:
20、本实用新型中,将平板材料放到凸模顶部,通过电机驱动双向螺纹杆转动带动两侧夹板同时向中间移动,推动平板材料移动,使其平板材料左右两侧相等,然后,通过电动伸缩杆驱动压块在第二滑槽中滑动,调整两侧压块的位置,再通过液压缸驱动压板向下移动,压块压持平板材料的两边,电机驱动双向螺纹杆转动,带动两侧夹板,释放平板材料,再通过加热管加热凸模的两侧,升温软化材料两侧,在重力作用下,使其两侧下垂,但自然下垂速度较慢,从而通过液压缸驱动压板,压块对两边加压,电动伸缩杆拉动压块挤压平板材料下垂的两侧,使其材料两边快速贴合到凸模的两侧,实现了快速调整平板材料的技术效果,达到了提升成型质量和效率的技术目的,解决了背景技术中有关当平板材料倾斜后两侧受到不同的重力导致两侧的厚度不一致影响成型质量的问题。
技术特征:
1.一种u型电池盖用热弯模具,包括基础组件(1)、下压组件(2)和调整组件(3),其特征在于:所述基础组件(1)包括底座(101),所述底座(101)的顶部中心位置处固定连接有凸模(102),所述凸模(102)的中部两侧均固定连接有加热管(103);
2.根据权利要求1所述的一种u型电池盖用热弯模具,其特征在于:所述调整组件(3)包括限位槽(302),所述限位槽(302)的外壁开设在底座(101)的顶部。
3.根据权利要求2所述的一种u型电池盖用热弯模具,其特征在于:所述限位槽(302)的外壁右侧固定连接有电机(301)。
4.根据权利要求3所述的一种u型电池盖用热弯模具,其特征在于:所述电机(301)的驱动端固定连接有双向螺纹杆(303),所述双向螺纹杆(303)的左端转动连接在限位槽(302)的外壁左侧。
5.根据权利要求4所述的一种u型电池盖用热弯模具,其特征在于:所述双向螺纹杆(303)的外壁两侧均螺纹连接有夹板(304),两侧所述夹板(304)的前后两侧均滑动连接在限位槽(302)的外壁。
6.根据权利要求1所述的一种u型电池盖用热弯模具,其特征在于:所述固定框(201)的底部固定连接在底座(101)的顶部。
7.根据权利要求1所述的一种u型电池盖用热弯模具,其特征在于:所述压板(204)的左右两侧分别滑动连接在两侧第一滑槽(203)的外壁。
8.根据权利要求1所述的一种u型电池盖用热弯模具,其特征在于:两侧所述压块(205)的顶部均滑动连接在两侧第二滑槽(206)的外壁。
技术总结
本技术涉及热弯模具技术领域,公开了一种U型电池盖用热弯模具,包括基础组件、下压组件和调整组件,所述基础组件包括底座,所述底座的顶部中心位置处固定连接有凸模,所述凸模的中部两侧均固定连接有加热管。本技术中,通过电机驱动双向螺纹杆转动带动夹板,推动平板材料移动到中间,使其两侧等距,再通过电动伸缩杆驱动压块,调整压块的位置,再通过液压缸驱动压板,压持材料的两边,然后,通过加热管加热凸模,使平板材料软化两侧,并在重力作用下,使两侧下垂,并通过液压缸驱动压板,从而两侧压块对平板材料的两边加压,通过电动伸缩杆拉动压块挤压下垂的部位,使其两边快速贴合到凸模的两侧。
技术研发人员:刘聪
受保护的技术使用者:四川高瓷新材料科技有限公司
技术研发日:20230825
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!