一种精铣长侧面刀具结构的制作方法
本技术涉及铣刀,具体是指一种精铣长侧面刀具结构。
背景技术:
1、铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具,工作时各刀齿依次间歇地切去工件的余量,铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等,在机械加工与制造过程中,经常会遇到一些高度较长的侧面需要通过铣削工艺来加工平面、台阶、沟槽等。
2、目前,对于高度较长的侧面需要进行精铣加工时,大多采用多把铣刀配合的方法或者是采用重新装夹的方法来进行加工,此种加工方法由于需要更换铣刀或是更改工件的位置,因此导致精铣的效率较低,并且,加工精度也会大幅降低,影响工件的质量。
技术实现思路
1、本实用新型要解决的技术问题是,提供一种效率高的同时加工精度高的一种精铣长侧面刀具结构。
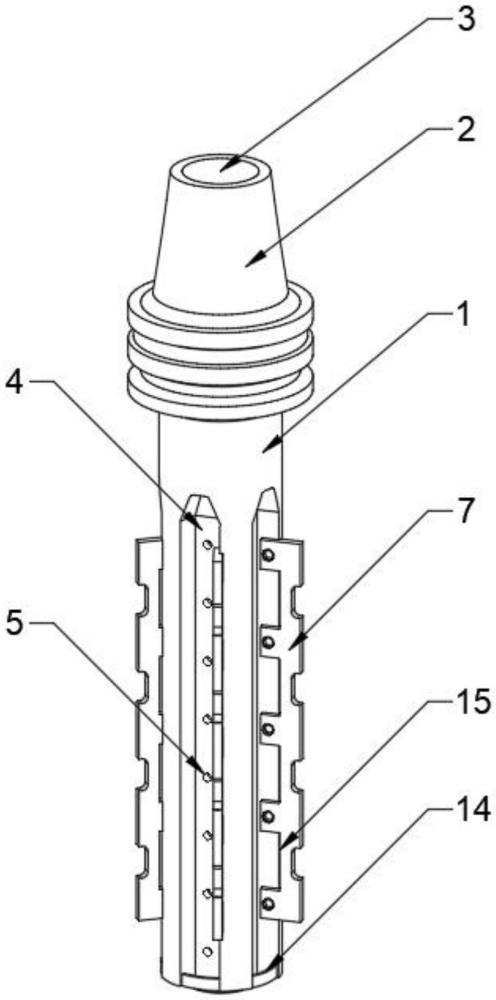
2、为解决上述技术问题,本实用新型提供的技术方案为:一种精铣长侧面刀具结构,包括刀体,所述刀体上端设有刀柄,刀体下端设有下沉座,所述刀体横截面为圆形,刀体圆周方向上等距设有多组安装槽,安装槽一侧沿刀体轴向等距设有多组限位槽,限位槽内开有孔,限位槽内活动卡接有刀片,刀片凸出于刀体圆周面,刀片上设有与安装槽对应的安装孔,安装孔内通过螺纹连接有螺栓,螺栓与限位槽通过螺纹连接,刀体上设有为刀体提供冷却的冷却机构。
3、作为改进,所述冷却机构包括设置在刀柄上端的盲孔,盲孔延伸至刀体内,所述安装槽内沿刀体轴向等距设有多组侧向冷却孔,侧向冷却孔与盲孔连通。
4、作为改进,所述刀体下端位于刀体轴向中心设有主冷却孔,主冷却孔周围设有多组副冷却孔,副冷却孔直径小于主冷却孔直径。
5、作为改进,所述安装槽下端设有加强筋,加强筋与安装槽间设有通槽。
6、作为改进,所述刀片上设有多组凹槽,凹槽底部为圆角结构。
7、作为改进,所述安装槽顶部为圆角结构。
8、作为改进,所述刀片上设有多组散热槽。
9、本实用新型与现有技术相比的优点在于:通过刀体、刀柄、下沉座、安装槽、限位槽、刀片、安装孔、螺栓与冷却机构配合,刀体与刀片均长度较长,使得能够精铣长侧面,无需调整铣刀或重新装夹工件,提高了精铣的效率,刀片能够拆卸,从而可以根据精铣需要选择合适的刀片,并且能够在刀片部分损伤时只更换损伤的刀片,降低使用成本,冷却机构能够高效的降温,延长刀片与刀体的使用寿命,提高精铣的精度。
技术特征:
1.一种精铣长侧面刀具结构,包括刀体(1),所述刀体(1)上端设有刀柄(2),刀体(1)下端设有下沉座(11),其特征在于:所述刀体(1)横截面为圆形,刀体(1)圆周方向上等距设有多组安装槽(4),安装槽(4)一侧沿刀体(1)轴向等距设有多组限位槽(6),限位槽(6)内开有孔,限位槽(6)内活动卡接有刀片(7),刀片(7)凸出于刀体(1)圆周面,刀片(7)上设有与安装槽(4)对应的安装孔(8),安装孔(8)内通过螺纹连接有螺栓(9),螺栓(9)与限位槽(6)通过螺纹连接,刀体(1)上设有为刀体(1)提供冷却的冷却机构。
2.根据权利要求1所述的一种精铣长侧面刀具结构,其特征在于:所述冷却机构包括设置在刀柄(2)上端的盲孔(3),盲孔(3)延伸至刀体(1)内,所述安装槽(4)内沿刀体(1)轴向等距设有多组侧向冷却孔(5),侧向冷却孔(5)与盲孔(3)连通。
3.根据权利要求2所述的一种精铣长侧面刀具结构,其特征在于:所述刀体(1)下端位于刀体(1)轴向中心设有主冷却孔(12),主冷却孔(12)周围设有多组副冷却孔(13),副冷却孔(13)直径小于主冷却孔(12)直径。
4.根据权利要求1所述的一种精铣长侧面刀具结构,其特征在于:所述安装槽(4)下端设有加强筋(14),加强筋(14)与安装槽(4)间设有通槽。
5.根据权利要求1所述的一种精铣长侧面刀具结构,其特征在于:所述刀片(7)上设有多组凹槽(10),凹槽(10)底部为圆角结构。
6.根据权利要求1所述的一种精铣长侧面刀具结构,其特征在于:所述安装槽(4)顶部为圆角结构。
7.根据权利要求1所述的一种精铣长侧面刀具结构,其特征在于:所述刀片(7)上设有多组散热槽(15)。
技术总结
本技术公开了一种精铣长侧面刀具结构,包括刀体,所述刀体上端设有刀柄,刀体下端设有下沉座,所述刀体横截面为圆形,刀体圆周方向上等距设有多组安装槽,安装槽一侧沿刀体轴向等距设有多组限位槽,限位槽内开有孔,限位槽内活动卡接有刀片,刀片凸出于刀体圆周面,刀片上设有与安装槽对应的安装孔,安装孔内通过螺纹连接有螺栓,螺栓与限位槽通过螺纹连接,刀体上设有为刀体提供冷却的冷却机构,本技术与现有技术相比的优点在于:刀体与刀片均长度较长,使得能够精铣长侧面,无需调整铣刀或重新装夹工件,提高了精铣的效率,降低使用成本,延长刀片与刀体的使用寿命,提高精铣的精度。
技术研发人员:吉世强,杨菲菲,吉利平
受保护的技术使用者:常州迪瑞特金刚石工具有限公司
技术研发日:20230826
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!