冲压片材基准定位机构的制作方法
本技术涉及冲床,具体涉及到冲压片材基准定位机构。
背景技术:
1、冲床是机械加工中的常用设备,主要用于冲压金属片材以直接获得根据模具成型的产品。随着技术水平的提高,在大规模自动化生产中,数控冲床已经取代人工冲床成为主流。
2、冲床工作时首先将冲压片材输送到送料平台上,然后对冲压片材进行定位,最后通过进给机构固定住片材并送入到冲压部进行冲压, 目前对冲压片材的定位一般是在送料平台的两侧均设有挡板,其中一侧挡板固定,另一侧的挡板与气缸连接,通过气缸推动挡板对冲压片材进行定位。目前对于不同宽度的冲压片材定位一般通过电磁阀控制气缸的伸缩杆来进行实现的,但电磁阀控制气缸需要较为复杂的气动元件,制造成本较高;而且伸缩杆的长度一定,只能对一定范围内的不同宽度冲压片材进行定位。
技术实现思路
1、为克服背景技术的不足,本实用新型提供了冲压片材基准定位机构,解决了目前冲压片材的定位机构成本高、定位范围小的问题。
2、本实用新型采用的技术方案如下:
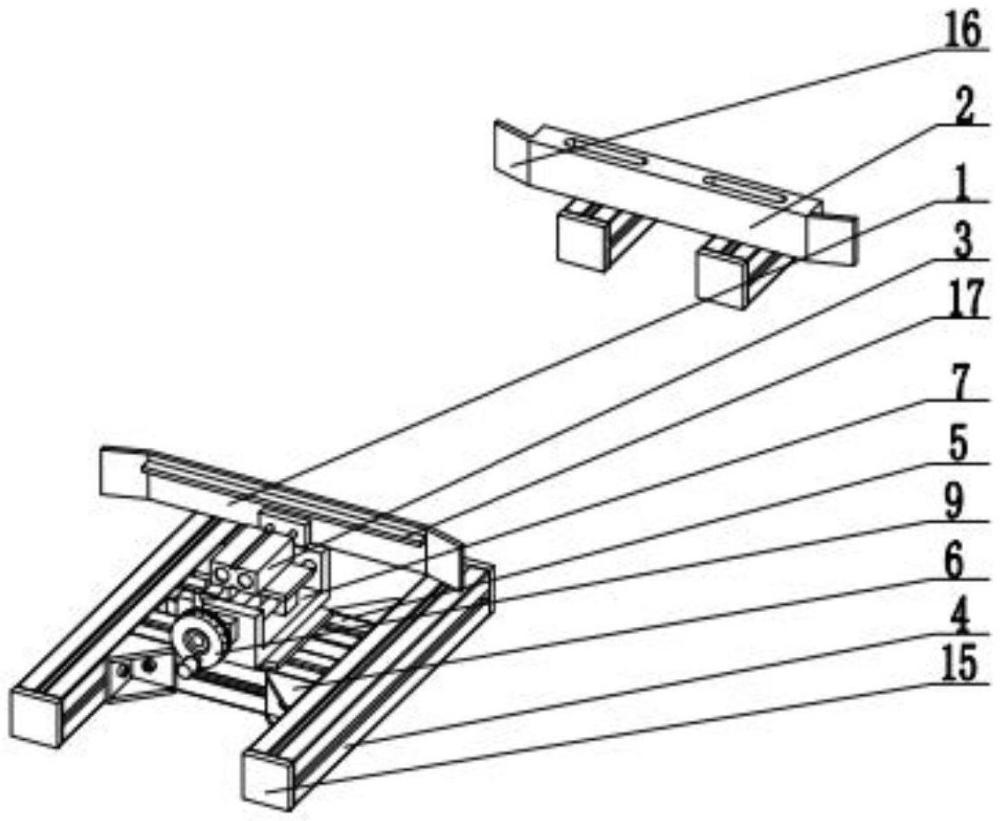
3、冲压片材基准定位机构,包括分别设置在送料平台两侧的一号挡板以及二号挡板,所述一号挡板连接有气缸,还包括安装在送料平台上呈竖直布置的一对一号铝型材,所述一号铝型材之间设有呈水平布置的二号铝型材,所述一号铝型材与二号铝型材之间设有连接板,所述二号铝型材上安装有丝杆机构,所述丝杆机构上设有用于与气缸连接的安装板。
4、所述丝杆机构包括丝杆,所述丝杆的一端安装有调节手轮,所述调节手轮上设有刻度。
5、还包括用于安装丝杆的安装座,所述安装座上设有用于与丝杆配合的卡块,所述卡块安装有锁紧把手。
6、所述丝杆的两侧设有导向杆,所述导向杆安装有用于与安装板连接的滑块。
7、所述一号铝型材的前后两端安装有橡胶垫。
8、所述一号挡板与二号挡板的上下两端均设有导向板。
9、所述一号挡板的背面设有加强筋。
10、本实用新型的有益效果是:
11、通过丝杆机构可以带动气缸前后移动,进而调节一号挡板与二号挡板之间距离,当丝杆机构调节距离不够时可拧松连接板上的螺栓,让二号铝型材相对一号铝型材移动,进行再次调距,该机构不仅对不同宽度的冲压片材定位范围大,而且结构简单,制造成本低。
技术特征:
1.冲压片材基准定位机构,包括分别设置在送料平台两侧的一号挡板(1)以及二号挡板(2),所述一号挡板(1)连接有气缸(3),其特征在于:还包括安装在送料平台上呈竖直布置的一对一号铝型材(4),所述一号铝型材(4)之间设有呈水平布置的二号铝型材(5),所述一号铝型材(4)与二号铝型材(5)之间设有连接板(6),所述二号铝型材(5)上安装有丝杆机构(7),所述丝杆机构(7)上设有用于与气缸(3)连接的安装板(8)。
2.如权利要求1所述的冲压片材基准定位机构,其特征在于:所述丝杆机构(7)包括丝杆(71),所述丝杆(71)的一端安装有调节手轮(9),所述调节手轮(9)上设有刻度(10)。
3.如权利要求2所述的冲压片材基准定位机构,其特征在于:还包括用于安装丝杆(71)的安装座(72),所述安装座(72)上设有用于与丝杆(71)配合的卡块(11),所述卡块(11)安装有锁紧把手(12)。
4.如权利要求2所述的冲压片材基准定位机构,其特征在于:所述丝杆(71)的两侧设有导向杆(13),所述导向杆(13)安装有用于与安装板(8)连接的滑块(14)。
5.如权利要求1所述的冲压片材基准定位机构,其特征在于:所述一号铝型材(4)的前后两端安装有橡胶垫(15)。
6.如权利要求1所述的冲压片材基准定位机构,其特征在于:所述一号挡板(1)与二号挡板(2)的上下两端均设有导向板(16)。
7.如权利要求1所述的冲压片材基准定位机构,其特征在于:所述一号挡板(1)的背面设有加强筋(17)。
技术总结
本技术提供了冲压片材基准定位机构,解决了目前冲压片材的定位机构成本高、定位范围小的问题。其特征在于:还包括安装在送料平台上呈竖直布置的一对一号铝型材,所述一号铝型材之间设有呈水平布置的二号铝型材,所述一号铝型材与二号铝型材之间设有连接板,所述二号铝型材上安装有丝杆机构,所述丝杆机构上设有用于与气缸连接的安装板。通过丝杆机构可以带动气缸前后移动,进而调节一号挡板与二号挡板之间距离,当丝杆机构调节距离不够时可拧松连接板上的螺栓,让二号铝型材相对一号铝型材移动,进行再次调距,该机构不仅对不同宽度的冲压片材定位范围大,而且结构简单,制造成本低。
技术研发人员:钟欢乐
受保护的技术使用者:舟山市蛟龙机械有限公司
技术研发日:20230828
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!