电池组点焊夹持装置的制作方法
本技术涉及电池加工,特别是涉及电池组点焊夹持装置。
背景技术:
1、对圆柱型电池模组测试时,需要把一定数量的单体圆柱电芯组成模组:将电芯按照要求的行数和列数排列在夹持工装上固定,然后在圆柱电池顶部及底部焊接外极耳(通常圆柱电池顶部为正极,底部为负极),完成单体电芯之间的串并联,组成圆柱电池测试模组。现有锂离子电池模组外部极耳焊接夹持工装是与固定排列规格的电池模组配套的,即一种夹持工装只能满足一种排列规格的电池模组的极耳焊接。实际测试中,往往需要对不同排列规格的模组测试,因此此类夹持工装在使用上存在局限。
2、中国专利cn212601512u公开了锂电池组装用夹持工装,包括底板,底板一端有固定板,固定板一侧有第一侧板,固定板上开滑槽,滑槽内滑动卡设有第二侧板,第一侧板和第二侧板上均开设有通槽,通槽内滑动卡设有推板,固定板上均布有若干用于固定锂电池的凹槽;底板上还安装有用于驱动推板沿通槽平移的驱动机构。此工装使用中,对锂电池夹持后,只能对锂电池一端进行外部极耳焊接,当需要对锂电池另外一端焊接时,需要松开锂电池组后,翻转锂电池,再对锂电池模组夹持;此夹持方式需要进行二次夹持,操作复杂、浪费时间、效率低,且由于圆柱电池尺寸较小、相邻电芯的正极柱/负极柱之间相距较近,二次夹持固定过程中电池之间极易接触,容易造成短路的安全隐患。
技术实现思路
1、本实用新型的目的是针对现有技术中存在的技术缺陷,而提供一种电池模组夹持使用的电池组点焊夹持装置,该装置使用过程中能避免电池的二次夹持,从而提高焊接效率,降低操作难度,避免了安全隐患。
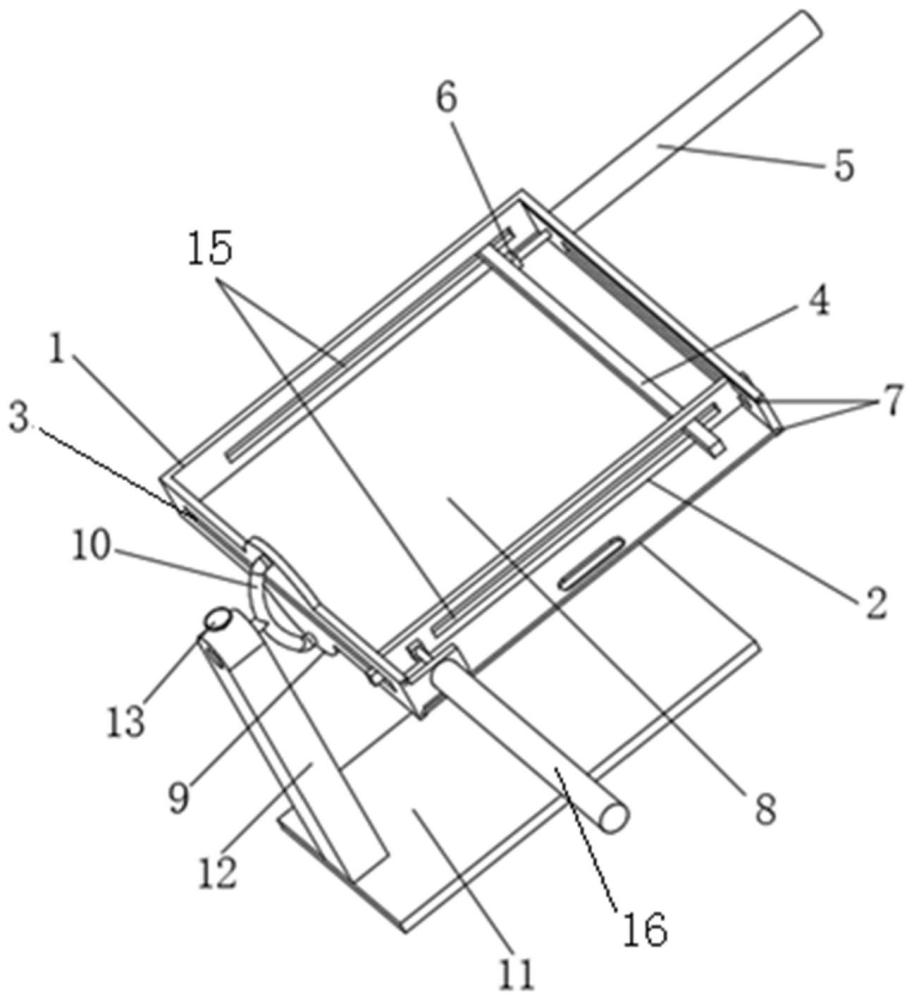
2、一种电池组点焊夹持装置,包括一个可绕水平轴线旋转的匚字型的支撑框架,所述支撑框架的开口设置有受驱动能x向移动的x轴夹持板,形成所述开口的一个侧板的内侧布置有受驱动能y向移动的y轴夹持板,所述x轴夹持板的两端与形成所述开口的两个侧板上的x向导向槽配合,所述y轴夹持板的两端与面向所述开口的侧板以及x轴夹持板上的y向导向槽配合;形成所述开口的两个侧板的内侧面各自上下间隔开设置有两个用于对电池支撑板抽位限位移动的x向支撑导槽,两个所述x向支撑导槽位于所述x向导向槽的上下侧。
3、其中,所述x轴夹持板以及y轴夹持板各自连接一个直线驱动装置。
4、其中,所述直线驱动装置具有一个直线移动的伸缩杆,所述伸缩杆通过一个压力传感器与所述x轴夹持板/y轴夹持板相连接。
5、其中,所述直线驱动装置为伸缩气缸。
6、其中,所述支撑框架的远离所述y轴夹持板的侧板通过其外侧表面连接的转向架与位于远离所述y轴夹持板的侧板外侧的立柱连接,所述立柱的底端与底板固定。
7、其中,所述转向架为y型架,所述y型架位于同侧的两个第一端与远离所述y轴夹持板的侧板连接,远离两个所述第一端的第二端与所述立柱上的轴孔相连接且可在所述轴孔中旋转。
8、其中,所述立柱的顶端设置有限位螺钉,用于对所述转向架的旋转位移进行限位;所述限位螺钉的轴线方向与所述立柱的轴线方向一致。
9、其中,所述立柱的顶端设置有用于限位螺钉旋转的螺纹内孔,所述螺纹内孔与所述轴孔相通。
10、其中,所述电池支撑板为两个。
11、其中,所述x轴夹持板以及y轴夹持板在移动时各自的上端以及下端与所述电池支撑板的表面保持非接触/滑动接触。
12、本实用新型的电池组点焊夹持装置,通过在匚字型的支撑框架的开口设置有受驱动能x向移动的x轴夹持板,形成开口的一个侧板的内侧布置有受驱动能y向移动的y轴夹持板,这样可以利用x轴夹持板、y轴夹持板对电池支撑板支撑的电池组夹持,且支撑框架可旋转且电池支撑板的位置可选择配置,这样可以在支撑框架翻转后将支撑框架的原底端变成顶端,电池支撑板可选择设置在支撑框架原顶端的位置,从而实现在翻转后对电池再焊接,无须电池二次夹持,从而提高焊接效率,降低操作难度,从而避免了二次夹持固定过程中电池之间极易接触,容易造成短路的安全隐患。
技术特征:
1.电池组点焊夹持装置,其特征在于,包括一个可绕水平轴线旋转的匚字型的支撑框架,所述支撑框架的开口设置有受驱动能x向移动的x轴夹持板,形成所述开口的一个侧板的内侧布置有受驱动能y向移动的y轴夹持板,所述x轴夹持板的两端与形成所述开口的两个侧板上的x向导向槽配合,所述y轴夹持板的两端与面向所述开口的侧板以及x轴夹持板上的y向导向槽配合;形成所述开口的两个侧板的内侧面各自上下间隔开设置有两个用于对电池支撑板抽位限位移动的x向支撑导槽,两个所述x向支撑导槽位于所述x向导向槽的上下侧。
2.根据权利要求1所述电池组点焊夹持装置,其特征在于,所述x轴夹持板以及y轴夹持板各自连接一个直线驱动装置。
3.根据权利要求2所述电池组点焊夹持装置,其特征在于,所述直线驱动装置具有一个直线移动的伸缩杆,所述伸缩杆通过一个压力传感器与所述x轴夹持板/y轴夹持板相连接。
4.根据权利要求2所述电池组点焊夹持装置,其特征在于,所述直线驱动装置为伸缩气缸。
5.根据权利要求1所述电池组点焊夹持装置,其特征在于,所述支撑框架的远离所述y轴夹持板的侧板通过其外侧表面连接的转向架与位于远离所述y轴夹持板的侧板外侧的立柱连接,所述立柱的底端与底板固定。
6.根据权利要求5所述电池组点焊夹持装置,其特征在于,所述转向架为y型架,所述y型架位于同侧的两个第一端与远离所述y轴夹持板的侧板连接,远离两个所述第一端的第二端与立柱上的轴孔相连接且可在所述轴孔中旋转。
7.根据权利要求6所述电池组点焊夹持装置,其特征在于,所述立柱的顶端设置有限位螺钉,用于对所述转向架的旋转位移进行限位;所述限位螺钉的轴线方向与所述立柱的轴线方向一致。
8.根据权利要求7所述电池组点焊夹持装置,其特征在于,所述立柱的顶端设置有用于限位螺钉旋转的螺纹内孔,所述螺纹内孔与所述轴孔相通。
9.根据权利要求1所述电池组点焊夹持装置,其特征在于,所述电池支撑板为两个。
10.根据权利要求1所述电池组点焊夹持装置,其特征在于,所述x轴夹持板以及y轴夹持板在移动时各自的上端以及下端与所述电池支撑的表面保持非接触/滑动接触。
技术总结
本技术公开电池组点焊夹持装置,包括一个可绕水平轴线旋转的匚字型的支撑框架,所述支撑框架的开口设置有受驱动能X向移动的X轴夹持板,形成所述开口的一个侧板的内侧布置有受驱动能Y向移动的Y轴夹持板,所述X轴夹持板的两端与形成所述开口的两个侧板上的X向导向槽配合,所述Y轴夹持板的两端与面向所述开口的侧板以及X轴夹持板上的Y向导向槽配合;形成所述开口的两个侧板的内侧面各自上下间隔开设置有两个用于对电池支撑板抽位限位移动的X向支撑导槽,两个所述X向支撑导槽位于所述X向导向槽的上下侧。本技术无须电池二次夹持,提高焊接效率,降低操作难度,避免二次夹持固定过程中电池之间极易接触而造成短路的安全隐患。
技术研发人员:许宗伟,马洪运,朱莎
受保护的技术使用者:力神(青岛)新能源有限公司
技术研发日:20230829
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!