一种电池集流盘焊接固定装置的制作方法
本技术涉及电池焊接,特别是涉及一种电池集流盘焊接固定装置。
背景技术:
1、在电动汽车和储能设备的快速发展下,大圆柱电池是其中一个重要的分支,尤其是全极耳大圆柱电池。对于全极耳大圆柱电池,其负极集流盘需要和壳体焊接,以达到降低并稳定内阻的需求。
2、目前,全极耳电池的负极集流盘和电池壳体采用激光焊接,激光焊接要求两种材料紧密贴合不能有缝隙,通常有两种方案,第一种方案是从外部焊接,激光穿透电池壳体焊接在集流盘上,优点是方便夹具从内部压紧,缺点是焊接会破坏钢壳镀层,需要解决镀层破坏造成的钢壳生锈问题,
3、第二种方案是从内部焊接,激光穿透集流盘焊接在电池钢壳上,优点是不会破坏电池钢壳外部镀层,缺点是内部空间有限,在设计压紧夹具时需要预留激光路径,使得压紧夹具的设计困难,同时,目前的从内部焊接方案,主要靠集流盘自身过盈配合来保证集流盘和电池壳体内侧贴紧,其中,负极集流盘首先要和电池壳体内的电池极组焊接,然后再将电池集流盘侧边与电池壳体内侧侧壁相焊接。
4、但是,由于集流盘在和电池极组焊接时会因为受热而发生受热变形,导致集流盘侧边和电池壳体内壁之间存在较大的缝隙,进而导致集流盘和电池壳体在进行焊接操作时容易出现焊接不良的问题。
5、因此,目前迫切需要开发出一种技术,能够解决以上技术问题。
技术实现思路
1、本实用新型的目的是针对现有技术存在的技术缺陷,提供一种电池集流盘焊接固定装置。
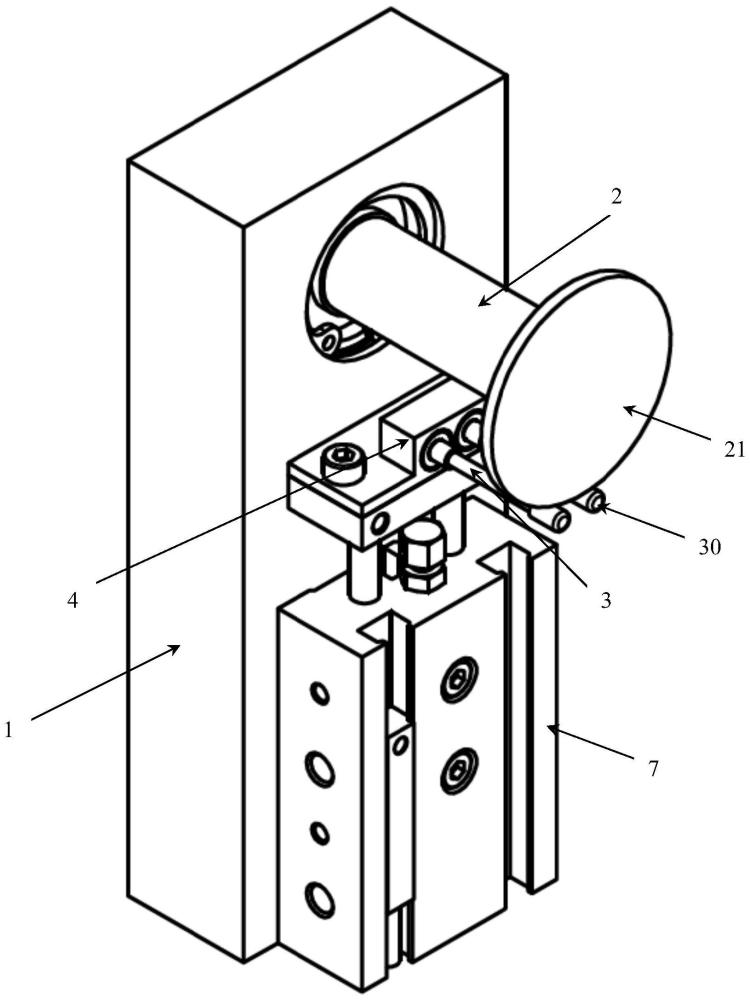
2、为此,本实用新型提供了一种电池集流盘焊接固定装置,包括支架;
3、支架,与压头的一端相枢接;
4、压头的另一端,用于压紧电池集流盘的端面;
5、支架的一侧,设置有气缸;
6、气缸顶部的输出端上,设置有压轴座;
7、压轴座与压轴的一端相枢接;
8、电池集流盘的周边边缘,设置有至少一个沿其轴向分布的电池集流盘侧边;
9、电池集流盘侧边与电池壳体的内侧侧壁相接触;
10、压轴的另一端,用于压紧电池集流盘侧边,使得电池集流盘侧边与电池壳体内侧侧壁相贴紧。
11、由以上本实用新型提供的技术方案可见,与现有技术相比较,本实用新型提供了一种电池集流盘焊接固定装置,其结构设计科学,能够在外部焊接设备对电池集流盘侧边与电池壳体内侧侧壁之间的接缝处进行焊接时,可靠地压紧电池集流盘侧边和电池壳体内侧侧壁,保证焊接时电池集流盘和电池壳体的内侧侧壁始终贴紧,从而保证焊接质量,提高焊接良品率。
技术特征:
1.一种电池集流盘焊接固定装置,其特征在于,包括支架(1);
2.如权利要求1所述的电池集流盘焊接固定装置,其特征在于,支架(1)的上端,设置有第一轴承(5);
3.如权利要求2所述的电池集流盘焊接固定装置,其特征在于,支架(1)的上端内部,设置有第一轴承安装孔(11);
4.如权利要求3所述的电池集流盘焊接固定装置,其特征在于,支架(1)的上端左右两侧内部,分别设置有台阶(13)和第一卡簧安装槽(12);
5.如权利要求4所述的电池集流盘焊接固定装置,其特征在于,第一卡簧,与第一轴承(5)朝向电池集流盘(100)的一侧相紧密贴合;
6.如权利要求3所述的电池集流盘焊接固定装置,其特征在于,压头(2)的一端端部,设置有压头轴承端(22);
7.如权利要求1所述的电池集流盘焊接固定装置,其特征在于,压头(2)的另一端,设置有圆形的压头端面(21);
8.如权利要求1至7中任一项所述的电池集流盘焊接固定装置,其特征在于,压轴座(4)上,设置有一个或者两个第二轴承安装孔(41);
9.如权利要求8所述的电池集流盘焊接固定装置,其特征在于,压轴(3)的另一端端部,具有压轴端头(30);
10.如权利要求8所述的电池集流盘焊接固定装置,其特征在于,压轴(3)一端的压轴轴承端(32)端部,设置有第三卡簧安装槽(33);
技术总结
本技术公开了一种电池集流盘焊接固定装置,所述电池集流盘焊接固定装置包括支架;支架与压头的一端相枢接;压头的另一端,用于压紧电池集流盘的端面;支架的一侧设置有气缸;气缸顶部的输出端上设置有压轴座;压轴座与压轴一端相枢接;电池集流盘的周边边缘设置有至少一个电池集流盘侧边;电池集流盘侧边与电池壳体的内侧侧壁相接触;压轴另一端用于压紧电池集流盘侧边,使电池集流盘侧边与电池壳体内侧侧壁相贴紧。本技术能够在外部焊接设备对电池集流盘侧边与电池壳体内侧侧壁之间的接缝处进行焊接时,可靠压紧电池集流盘侧边和电池壳体内侧侧壁,保证焊接时电池集流盘和电池壳体的内侧侧壁始终贴紧,保证焊接质量,提高焊接良品率。
技术研发人员:张令华,崔少华,周翠英,何文刚,刘鹏程,王彪,于利伟,高金辉
受保护的技术使用者:力神(青岛)新能源有限公司
技术研发日:20230831
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!