一种钣金门冲孔裁断装置的制作方法
本技术涉及钣金加工设备,具体涉及一种钣金门冲孔裁断装置。
背景技术:
1、钣金,是针对金属薄板(通常在6mm以下)一种综合冷加工工艺,包括剪、冲/切/复合、折、铆接、拼接、成型(如钣金门)等。其显著的特征就是同一零件厚度一致。
2、钣金门结构主要由门框、门扇、锁具和合页等组成。其中,门扇是钣金门的核心部分,它通常由两块金属板件作为拼接而成,其中一块为正面板,另一块为背面板,两块板上均开设多个相互对应的定位孔或者安装孔,金属板件的边缘采用焊接、铆钉、自攻螺钉等连接方式进行固定。另外,钣金门还可以根据需要在两块金属板件之间添加隔音材料,如岩棉、聚氨酯泡沫等。
3、由于正面板与背面板上的孔位呈镜像对称,现有的钣金门加工设备在加工时需要先冲孔加工正面板的孔位,然后再加工背面板的孔位,工作效率低操作复杂。
技术实现思路
1、本实用新型的目的是提供一种钣金门冲孔裁断装置,解决现有的钣金门加工设备不能同时加工正面板和背面板的孔位的问题。
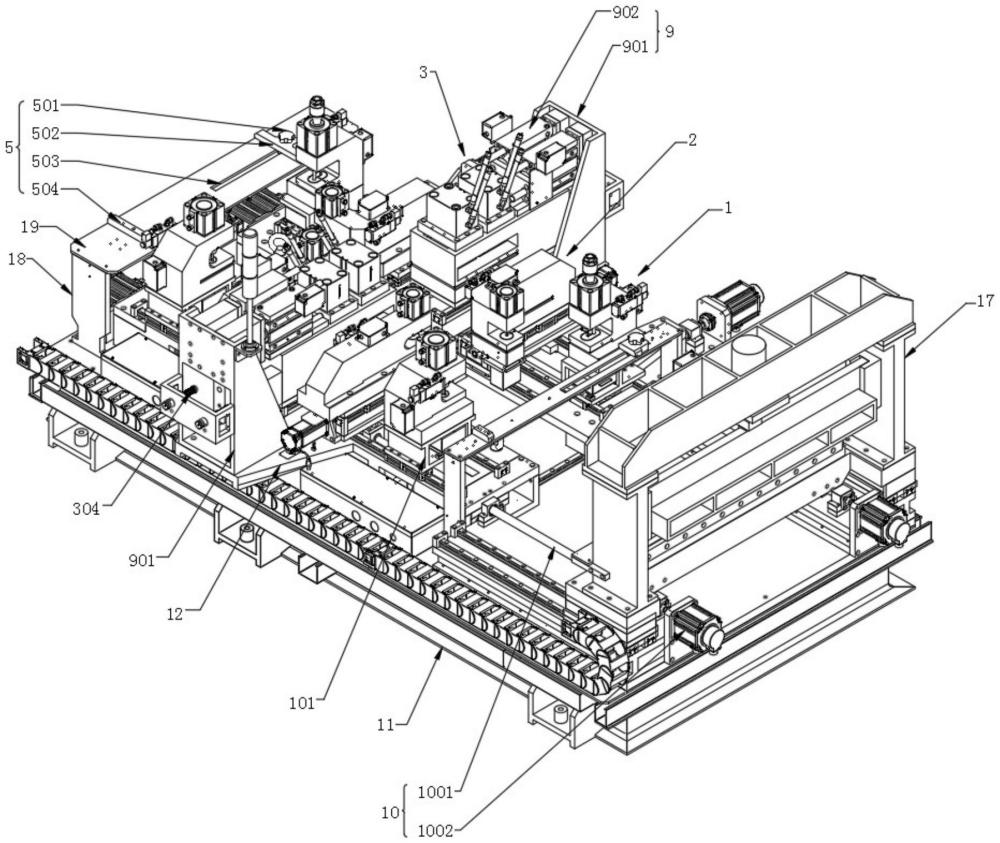
2、本实用新型的上述技术目的是通过以下技术方案得以实现的:一种钣金门冲孔裁断装置,包括机座和裁切单元,所述裁切单元安装在机座上;所述机座上对称安装有两个连接架,两个所述连接架沿y轴方向间隔设置,所述连接架上沿着x轴方向间隔安装有第一冲孔单元、第二冲孔单元、第三冲孔单元;所述第一冲孔单元和第二冲孔单元以第三冲孔单元为中心镜像对称设有两组;
3、所述第一冲孔单元包括第一冲孔底座,所述第一冲孔底座沿着x轴方向滑动安装在连接架上;所述第二冲孔单元包括第二冲孔底座和第二连接底板,所述第二冲孔底座沿着x轴方向滑动安装在连接架上,所述第二连接底板沿着y轴方向滑动安装在第二冲孔底座上;所述第三冲孔单元包括第三冲孔底座和第三连接底板,所述第三冲孔底座固定安装在连接架上,所述第三连接底板沿着y轴方向滑动安装在第三冲孔底座上;所述第一冲孔底座、第二连接底板、第三连接底板上均固定安装有连接座,所述连接座上安装有冲孔组件;
4、所述连接架上设有第一驱动组件和第二驱动组件,所述第一驱动组件用于驱动对应侧的两个第一冲孔底座沿着x轴方向反向移动,所述第二驱动组件用于驱动对应侧的两个第二冲孔底座沿着x轴方向反向移动;所述第二冲孔底座上设有第三驱动组件,所述第三驱动组件用于驱动第二连接底板沿着y轴方向移动;所述第三冲孔底座上设有第四驱动组件,所述第四驱动组件用于驱动第三连接底板沿着y轴方向移动。
5、上述技术方案的原理及效果:进行钣金门加工时,将一块钣金件沿着x轴方向送入第一冲孔单元、第二冲孔单元和第三冲孔单元的加工范围内,钣金件的中部位于第三冲孔单元的加工范围内。通过第一驱动组件调节对应侧的两个第一冲孔底座沿x轴反向运动,从而调节第一冲孔单元对应的冲孔组件定位钣金件的孔位在x轴上的位置,从而在钣金件上加工出以第三冲孔单元为中心的镜像对称的x轴方向的孔位。通过第二驱动组件调节对应侧的两个第二冲孔底座沿x轴反向运动,从而调节第二冲孔单元对应的冲孔组件定位钣金件的孔位在x轴方向上的位置;通过第三驱动组件带动第二连接底板沿着y轴方向移动,从而带动第二冲孔单元对应的冲孔组件定位钣金件的孔位在y轴方向上的位置,通过x轴和y轴方向的定位,从而在钣金件上加工出以第三冲孔单元为中心镜像对称的孔位。通过第四驱动组件带动第三连接点沿着y轴方向移动,从而使得第三冲孔单元对应的冲孔组件定位钣金件的孔位在y轴方向的孔位。通过对应的冲孔组件对钣金件进行冲孔加工出对应的孔,加工好孔位后,钣金件送入裁切单元的裁切范围内,裁切单元将钣金件从中部裁断分割成两段钣金件,两段钣金件的孔位镜像对称,一次完成正面板和背面的孔位加工,提高了工作效率。
6、本实用新型进一步设置为,两个所述连接架其中一个沿y轴方向滑动安装在机座上,所述机座上安装有第五驱动组件,所述第五驱动组件用于驱动滑动安装在机座上的连接架沿着y轴方向移动。
7、通过采用上述技术方案,由于部分钣金件的宽度不同,第二冲孔单元和第三冲孔单元对应的冲孔组件沿y轴方向的调节距离不够,此时通过第五驱动组件带动滑动安装在机座上的连接架沿着y轴方向移动,从而达到适配不同宽度的钣金件的效果。
8、本实用新型进一步设置为,所述冲孔组件包括冲孔气缸和冲孔底模,所述冲孔气缸固定安装在连接座上,所述冲孔气缸的输出端固定安装有冲头,所述连接座上竖向开设有第一通孔,所述连接座上固定安装有位于第一通孔内侧底部的冲孔底模,所述冲孔底模上开设有与冲头匹配的底模通孔,所述冲头的移动轨迹竖向穿过底模通孔;所述连接座的侧面开设有位于冲孔底模上侧的进料槽,所述进料槽沿着x轴方向贯通设置,所述底模通孔与进料槽连通,所述第一冲孔底座和第三连接底板上均开设有与对应的底模通孔连通的排渣孔。
9、通过采用上述技术方案,对钣金件进行冲孔加工时,将钣金件沿着x轴的方向送入进料槽内,启动对应的冲孔气缸,冲孔气缸的输出端带动冲头向下移动,冲头与对应的冲孔底模配合完成冲孔加工。冲孔加工产生的碎屑从底模通孔内进入排渣孔后排出,达到便于排渣的效果。
10、本实用新型进一步设置为,所述第四驱动组件包括固定架和推动气缸,所述固定架固定安装在连接架上,所述推动气缸固定安装在第三连接底板对应的连接座上,所述固定架和推动气缸沿着y轴方向间隔设置,所述推动气缸的输出端与固定架固定连接。
11、通过采用上述技术方案,当需要调整第三冲孔单元对应的冲孔组件对应钣金件在y轴方向上的孔位时,启动推动气缸,推动气缸的输出端与固定架之间的作用力反作用于推动气缸,从而带动推动气缸和对应的连接座沿着y轴方向移动,进而调节第三冲孔单元对应的冲孔组件定位钣金件的孔位在y轴方向的位置。
12、本实用新型进一步设置为,所述第三连接底板对应的连接座靠近对应的固定架的一端固定连接有固定臂,所述固定臂与对应的第三冲孔底座之间以及固定臂与对应的固定架之间均设有缓冲器。
13、通过采用上述技术方案,推动气缸带动对应的连接座沿y轴朝向钣金件的方向移动到最大运动距离时,由于固定臂和第三连接底板之间的缓冲器作用可以防止连接座在惯性作用下继续向前移动,从而避免造成设备损坏的情况发生。推动气缸带动对应的连接座沿y轴朝向对应的固定架移动时,由于固定臂和固定架之间设有缓冲器可以防止连接座在惯性作用下继续向后移动,从而避免造成设备损坏的情况发生。
14、本实用新型进一步设置为,所述第一驱动组件包括第一电机、第一丝杆,所述连接架内部开设有安装腔,所述第一丝杆的轴向与x轴平行,所述第一丝杆转动安装在安装腔内,所述第一丝杆以第三冲孔单元为分界线对称设有左旋螺牙段和右旋螺牙段,所述第一丝杆的左旋螺牙段和右旋螺牙上段均连接有第一丝杆座,所述连接架上开设有条形的第二通孔,所述第二通孔的长度方向与x轴平行,所述第二通孔与安装腔连通,所述第一丝杆座上侧固定连接有第一连接块,两个所述第一连接块的一端穿过第二通孔与对应侧的两个第一冲孔底座一一对应,所述第一连接块与对应的第一冲孔底座固定连接;
15、所述第二驱动组件包括第二电机和第二丝杆,所述第二丝杆转动安装在安装腔内,所述第二丝杆与x轴平行,所述第二丝杆以第三冲孔单元为分界线对称设有左旋螺牙段和右旋螺牙段,所述第二丝杆的左旋螺牙段和右旋螺牙上段均连接有第二丝杆座,所述第二丝杆座上侧固定连接有第二连接块,两个所述第二连接块的一端均穿过第二通孔并与对应侧的两个第二冲孔底座一一对应,所述第二连接块与对应的第二冲孔底座固定连接。
16、通过采用上述技术方案,由于第一丝杆对称设有左旋螺牙段和右旋螺牙段;在使用时通过第一电机带动第一丝杆转动,从而带动两个第一丝杆座和对应的第一冲孔底座反向运动,进而带动对应的连接座和冲孔组件反向运动,同时定位出正面板和背面板在钣金件上的孔位在y轴方向上的位置。由于第二丝杆对称设有左旋螺牙段和右旋螺牙段;在使用时通过第二电机带动第二丝杆转动,从而带动两个第二丝杆座和对应的第二冲孔底座反向运动,进而带动对应的连接座和冲孔组件反向运动,同时定位出正面板和背面板在钣金件上的孔位在y轴方向上的位置。
17、本实用新型进一步设置为,所述裁切单元沿着x轴方向滑动安装在机座上,所述机座上设有第六驱动组件,所述第六驱动组件用于驱动裁切单元沿x轴方向移动。
18、通过采用上述技术方案,由于不同钣金件的裁切位置不同,当需要在不同的位置裁切钣金件是,通过第五驱动组件带动裁切单元在机座上沿x轴移动,从而定位钣金件的裁切位置,达到适应不同裁切位置的效果。
19、本实用新型进一步设置为,所述机座上固定连接有分别位于连接架两端的两个定位架,所述定位架上固定连接有定位托板,所述定位托板的上表面与进料槽的内侧下表面齐平,所述定位托板上安装有水平定位组件,所述水平定位组件用于限制钣金件在x轴方向的移动。
20、通过采用上述技术方案,通过两个定位托板共同对钣金件起承托作用,在水平定位组件的作用下限制钣金件在x轴方向的移动,从而方便钣金件在加工工程中不会沿着x轴方向移动,进而避免影响钣金件孔位的定位。
21、本实用新型进一步设置为,所述水平定位组件包括固定挡条、活动挡条和调节螺栓,所述定位挡条固定连接在定位托板上,所述定位挡条位于固定在机座上的连接架一侧,所述定位托板上开设有条形的滑孔,所述条形的滑孔的长度方向与x轴平行,所述活动挡条为t形,所述活动挡条中部突出的部分滑动连接在滑孔内,所述活动挡条上开设有调节通孔,所述调节螺栓的螺纹段向下穿过调节通孔,所述调节螺栓的下端螺纹连接有锁紧块,所述锁紧块位于定位托板下侧,所述锁紧块的宽度大于滑孔的宽度。
22、通过采用上述技术方案,通过固定挡条和活动共挡条共同作用限制钣金件在x轴方向的移动;固定活动挡条时,通过调节螺栓与锁紧块配合使得锁紧块和活动挡条共同将定位托板夹紧,从而将活动挡条固定定位托板在x轴方向的不同位置上,进而适配不同宽度的钣金件。
- 还没有人留言评论。精彩留言会获得点赞!