一种HRB635高强钢筋车丝用刀头的制作方法
本技术涉及机加工,具体涉及一种hrb635高强钢筋车丝用刀头。
背景技术:
1、钢筋是钢筋混凝土用和预应力钢筋混凝土用钢材,其横截面为圆形,有时为带有圆角的方形。包括光圆钢筋、带肋钢筋、扭转钢筋。常使用于建筑行业,为楼体的主要支撑结构,在使用钢筋时,为了确保两根钢筋的连接强度,需通过套筒将两根钢筋的端部连接,故需要在钢筋的端部加工螺纹,其中型号为hrb635的钢筋为常用于建筑行业的一种高强度钢筋,如对hrb635钢筋加工螺纹时,由于其硬度较大,故不便对其进行加工,车丝用的刀头易磨损,使用寿命较短,同时刀头所受到的工作压力较大,易出现崩刀的情况,由于现有的螺纹刀一般为三角结构,如刀头的其中一刀尖崩刀之后,另外两个刀尖也不可使用,造成浪费。
技术实现思路
1、本实用新型的目的在于提供一种hrb635高强钢筋车丝用刀头,解决了由于hrb635钢筋硬度较大,车丝用的刀头易磨损,使用寿命较短问题。
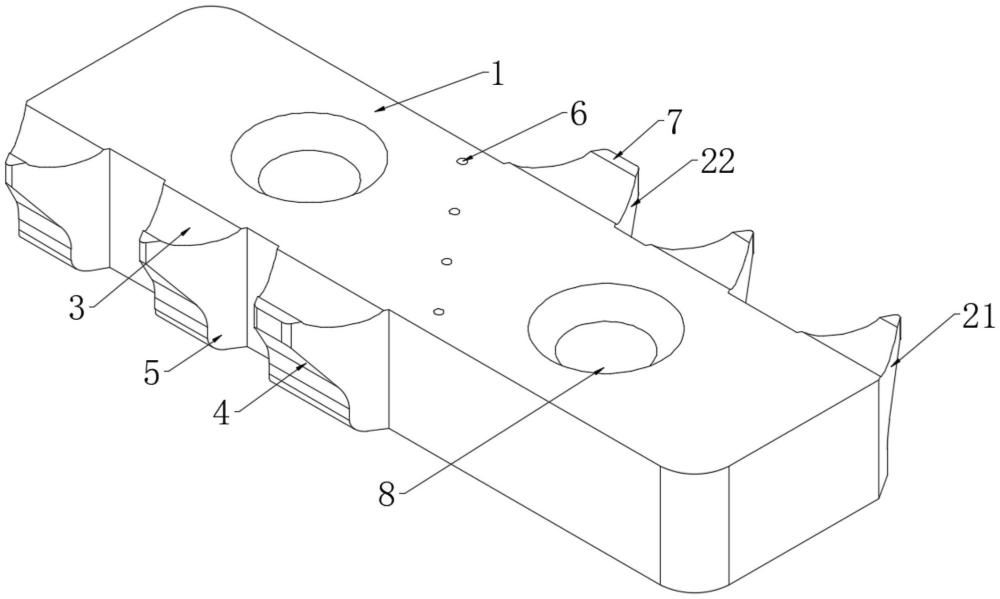
2、本实用新型是通过以下技术方案解决上述技术问题的,本实用新型包括刀体,所述刀体对称的两侧均设置有两个粗车刀尖与精车刀尖,且两个所述粗车刀尖位于加工轨迹方向的前侧,两个所述粗车刀尖分别粗加工螺牙的两侧,所述精车刀尖用于精加工螺牙定型。
3、优选的,所述粗车刀尖和精车刀尖为与刀体一体的向外侧凸出结构,所述凸出结构的上表面开设有退屑槽,下表面设置有斜面部,所述退屑槽与斜面部的设置在凸出结构的端部形成切削部。
4、优选的,所述凸出结构的下侧具有承受部。
5、优选的,所述粗车刀尖的切削部为尖角设置,其横截面为三角结构,所述精车刀尖的切削部为长条设置,其横截面为梯形结构。
6、优选的,所述精车刀尖比粗车刀尖的轮廓向外侧多凸出0.03-0.08mm。
7、优选的,所述粗车刀尖与精车刀尖的切削部均为尖角设置,其横截面为三角结构。
8、优选的,所述精车刀尖比粗车刀尖的斜边轮廓向外侧多凸出0.03-0.08mm。
9、优选的,所述刀体呈条形结构,且两组所述粗车刀尖与精车刀尖分别位于刀体两端,所述刀体上开设有两个固定通孔。
10、优选的,所述刀体的中部位置开设有多个直线分布的断裂通孔。
11、与现有技术比较本实用新型的有益效果在于:
12、1、在加工螺纹时,可通过三个刀尖分次加工,减小每个刀尖的吃刀量,降低了每个刀尖的承受压力,进而减小磨损,增加使用寿命;
13、2、由于刀体为长条形结构,且在刀体上开设有直线分布的断裂通孔,使得刀体大概率沿着多个断裂通孔断裂,即使一侧的刀尖组崩坏,可保留另一侧的刀尖,另一侧的刀尖组还可继续正常使用,降低了成本。
技术特征:
1.一种hrb635高强钢筋车丝用刀头,其特征在于:包括刀体,所述刀体对称的两侧均设置有两个粗车刀尖与精车刀尖,且两个所述粗车刀尖位于加工轨迹方向的前侧,两个所述粗车刀尖分别粗加工螺牙的两侧,所述精车刀尖用于精加工螺牙定型。
2.根据权利要求1所述的一种hrb635高强钢筋车丝用刀头,其特征在于,所述粗车刀尖和精车刀尖为与刀体一体的向外侧凸出结构,所述凸出结构的上表面开设有退屑槽,下表面设置有斜面部,所述退屑槽与斜面部的设置在凸出结构的端部形成切削部。
3.根据权利要求2所述的一种hrb635高强钢筋车丝用刀头,其特征在于,所述凸出结构的下侧具有承受部。
4.根据权利要求2或3所述的一种hrb635高强钢筋车丝用刀头,其特征在于,所述粗车刀尖的切削部为尖角设置,其横截面为三角结构,所述精车刀尖的切削部为长条设置,其横截面为梯形结构。
5.根据权利要求4所述的一种hrb635高强钢筋车丝用刀头,其特征在于,所述精车刀尖比粗车刀尖的轮廓向外侧多凸出0.03-0.08mm。
6.根据权利要求2或3所述的一种hrb635高强钢筋车丝用刀头,其特征在于,所述粗车刀尖与精车刀尖的切削部均为尖角设置,其横截面为三角结构。
7.根据权利要求6所述的一种hrb635高强钢筋车丝用刀头,其特征在于,所述精车刀尖比粗车刀尖的斜边轮廓向外侧多凸出0.03-0.08mm。
8.根据权利要求1所述的一种hrb635高强钢筋车丝用刀头,其特征在于,所述刀体呈条形结构,且两组所述粗车刀尖与精车刀尖分别位于刀体两端,所述刀体上开设有两个固定通孔。
9.根据权利要求8所述的一种hrb635高强钢筋车丝用刀头,其特征在于,所述刀体的中部位置开设有多个直线分布的断裂通孔。
技术总结
本技术公开一种HRB635高强钢筋车丝用刀头,涉及机加工技术领域,包括刀体,所述刀体对称的两侧均设置有两个粗车刀尖与精车刀尖,且两个所述粗车刀尖位于加工轨迹方向的前侧,两个所述粗车刀尖分别粗加工螺牙的两侧,所述精车刀尖用于精加工螺牙定型;本技术在加工螺纹时,可通过三个刀尖分次加工,减小每个刀尖的吃刀量,降低了每个刀尖的承受压力,进而减小磨损,增加使用寿命;由于刀体为长条形结构,且在刀体上开设有直线分布的断裂通孔,使得刀体大概率沿着多个断裂通孔断裂,即使一侧的刀尖组崩坏,可保留另一侧的刀尖,另一侧的刀尖组还可继续正常使用,降低了成本。
技术研发人员:章程,谢群辉,张强,陈凯,尚建飞,章辉,余维
受保护的技术使用者:中国建筑第五工程局有限公司
技术研发日:20230831
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!