一种快换焊接工装的端子压紧机构的制作方法
本技术属于压紧机构,更具体地说,特别涉及快换焊接工装的端子压紧机构。
背景技术:
1、在焊接零部件时,都需要使用焊接工装来对零部件进行固定,使得焊接的过程中,焊接工装上的压紧机构始终对零部件进行压紧,从而防止零部件在焊接时出现晃动。
2、基于现有技术发现,现有的焊接工装中安装压紧机构的结构不完善,使用时,压紧机构通常是固定在焊接工装上的,因此在加工不同零部件时,不能通过调节压紧机构的位置来对零部件进行更好的固定;且现有的焊接工装中固定夹头的结构不完善,使用时,夹头使通常通过螺栓固定到压紧机构上的,因此,在固定不同零部件时,更换夹头十分麻烦。
技术实现思路
1、为了解决上述技术问题,本实用提供一种快换焊接工装的端子压紧机构,以解决现有的焊接工装中安装压紧机构的结构不完善,使用时,压紧机构通常是固定在焊接工装上的,因此在加工不同零部件时,不能通过调节压紧机构的位置来对零部件进行更好的固定;且现有的焊接工装中固定夹头的结构不完善,使用时,夹头使通常通过螺栓固定到压紧机构上的,因此,在固定不同零部件时,更换夹头十分麻烦的问题。
2、本实用一种快换焊接工装的端子压紧机构的目的与功效,由以下具体技术手段所达成:
3、一种快换焊接工装的端子压紧机构,包括:
4、安装机构;所述安装机构包括有主体和槽孔,所述主体为板状结构;所述槽孔等距开设在主体的内侧,且槽孔贯穿主体的两端;所述安装机构上设有四组连接组件,四组连接组件的固定件分别设在主体四边的中间侧,前后两侧固定件内的对接槽与主体上主板外端的对接块卡合固定;所述连接组件上设有两组压紧机构,两组压紧机构分别设在左右两端的固定件上,且压紧机构的安装块设在固定件的上端,且安装块外侧的底部件插接在固定件的内部,且底部件内的固定槽与固定件内限位块的末端相卡合。
5、进一步的,所述安装机构包括:主板和对接块;所述主板设在主体的上端的中间位置;所述对接块共设有两组,且对接块对称设在主板的两侧。
6、进一步的,所述连接组件包括:固定件和对接槽;所述固定件内部开设有矩形槽;所述对接槽开设在固定件底部侧端,且对接槽贯穿固定件。
7、进一步的,所述连接组件包括:滑槽和限位块;所述滑槽开设在固定件的底部内侧,且滑槽贯穿固定件的两侧,且滑槽与固定件内的矩形槽相连通;所述限位块通过弹性件滑动安装在滑槽内侧,且限位块末端从滑槽中伸出。
8、进一步的,所述压紧机构包括:安装块、连接块和挡块;所述安装块顶部设有矩形凹槽;所述连接块开设在安装块的底部中间侧;所述挡块设在安装块上端前侧。
9、进一步的,所述压紧机构包括:底部件和固定槽;所述底部件设在安装块的底部,且底部件内的t型槽与安装块底部的连接块相卡合;所述固定槽设在底部件的底部内侧,且固定槽贯穿底部件的两侧。
10、进一步的,所述压紧机构还包括:夹头和活动块;所述夹头设在安装块顶部的矩形槽中,且夹头的前端与安装块顶部的挡块相接触,并且夹头内侧开设有两组圆形孔;所述活动块通过弹性件滑动安装在安装块的顶部后侧,且活动块前侧与夹头相接触,并且活动块前侧的两组圆形杆贯穿夹头内的圆形通孔。
11、与现有技术相比,本实用新型具有如下有益效果:
12、1、在本装置中,设置了连接组件和压紧机构,在主体上设置四组矩形固定件,并在固定件内的滑槽中滑动安装t形限位块,在安装块的底部设置底部件,将安装块通过底部件固定到两端的固定件中,当需要调整压紧机构位置时,向后侧拉动限位块,使安装块带动底部件从固定件的内部移出,然后将安装块上的底部件插接到主板两端的固定件中,通过设置,可实现对压紧机构进行快速更换位置,从而能够更好地对零件进行固定;
13、2、在本装置中,设置了压紧机构,在安装块上设置矩形槽,并在矩形槽上固定夹头,夹头通过活动块和挡块进行限位,当需要对夹头进行更换时,向后侧拉动活动块,使活动块上的圆柱形结构从夹头内脱离,并失去对夹头的限位,这样就可对夹头进行更换,通过这样设置,可使得设备在更换夹头时更加方便。
技术特征:
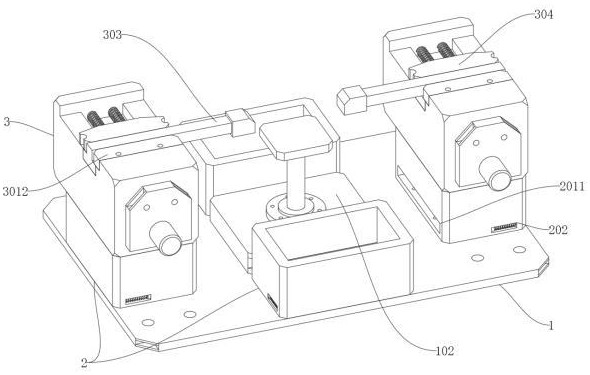
1.一种快换焊接工装的端子压紧机构,其特征在于,包括:安装机构(1);所述安装机构(1)包括有主体(101)和槽孔(1011),所述主体(101)为板状结构;所述槽孔(1011)等距开设在主体(101)的内侧,且槽孔(1011)贯穿主体(101)的两端;所述安装机构(1)上设有四组连接组件(2),四组连接组件(2)的固定件(201)分别设在主体(101)四边的中间侧,前后两侧固定件(201)内的对接槽(2011)与主体(101)上主板(102)外端的对接块(1021)卡合固定;所述连接组件(2)上设有两组压紧机构(3),两组压紧机构(3)分别设在左右两端的固定件(201)上,且压紧机构(3)的安装块(301)设在固定件(201)的上端,且安装块(301)外侧的底部件(302)插接在固定件(201)的内部,且底部件(302)内的固定槽(3021)与固定件(201)内限位块(2021)的末端相卡合。
2.根据权利要求1所述的一种快换焊接工装的端子压紧机构,其特征在于,所述安装机构(1)包括:主板(102)和对接块(1021);所述主板(102)设在主体(101)的上端的中间位置;所述对接块(1021)共设有两组,且对接块(1021)对称设在主板(102)的两侧。
3.根据权利要求1所述的一种快换焊接工装的端子压紧机构,其特征在于,所述连接组件(2)包括:固定件(201)和对接槽(2011);所述固定件(201)内部开设有矩形槽;所述对接槽(2011)开设在固定件(201)底部侧端,且对接槽(2011)贯穿固定件(201)。
4.根据权利要求3所述的一种快换焊接工装的端子压紧机构,其特征在于,所述连接组件(2)包括:滑槽(202)和限位块(2021);所述滑槽(202)开设在固定件(201)的底部内侧,且滑槽(202)贯穿固定件(201)的两侧,且滑槽(202)与固定件(201)内的矩形槽相连通;所述限位块(2021)通过弹性件滑动安装在滑槽(202)内侧,且限位块(2021)末端从滑槽(202)中伸出。
5.根据权利要求1所述的一种快换焊接工装的端子压紧机构,其特征在于,所述压紧机构(3)包括:安装块(301)、连接块(3011)和挡块(3012);所述安装块(301)顶部设有矩形凹槽;所述连接块(3011)开设在安装块(301)的底部中间侧;所述挡块(3012)设在安装块(301)上端前侧。
6.根据权利要求5所述的一种快换焊接工装的端子压紧机构,其特征在于,所述压紧机构(3)包括:底部件(302)和固定槽(3021);所述底部件(302)设在安装块(301)的底部,且底部件(302)内的t型槽与安装块(301)底部的连接块(3011)相卡合;所述固定槽(3021)设在底部件(302)的底部内侧,且固定槽(3021)贯穿底部件(302)的两侧。
7.根据权利要求5所述的一种快换焊接工装的端子压紧机构,其特征在于,所述压紧机构(3)还包括:夹头(303)和活动块(304);所述夹头(303)设在安装块(301)顶部的矩形槽中,且夹头(303)的前端与安装块(301)顶部的挡块(3012)相接触,并且夹头(303)内侧开设有两组圆形孔;所述活动块(304)通过弹性件滑动安装在安装块(301)的顶部后侧,且活动块(304)前侧与夹头(303)相接触,并且活动块(304)前侧的两组圆形杆贯穿夹头(303)内的圆形通孔。
技术总结
本技术提供一种快换焊接工装的端子压紧机构,涉及压紧机构技术领域,以解决现有的焊接工装中安装压紧机构的结构不完善,使用时,压紧机构通常是固定在焊接工装上的,因此在加工不同零部件时,不能通过调节压紧机构的位置来对零部件进行更好的固定的问题,包括安装机构;所述安装机构包括有主体和槽孔,所述主体为板状结构;所述槽孔等距开设在主体的内侧,且槽孔贯穿主体的两端。当需要调整压紧机构位置时,向后侧拉动限位块,使安装块带动底部件从固定件的内部移出,然后将安装块上的底部件插接到主板两端的固定件中,通过设置,可实现对压紧机构进行快速更换位置,从而能够更好地对零件进行固定。
技术研发人员:顾炜杰
受保护的技术使用者:无锡若翔智能科技有限公司
技术研发日:20230901
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!