一种电池盖板加工用成型设备的制作方法
本技术涉及电池盖板加工领域,更具体地说,涉及一种电池盖板加工用成型设备。
背景技术:
1、锂电池是一类由锂金属或锂合金为正/负材料、使用非水电解质溶液的电池,由于锂电池金属的化学特性非常活泼,使得锂金属的加工、保存、使用,对环境要求非常高,随着科学技术的发展,锂电池已经成为主流,电池盖板在生产过程中,为了满足冲压过程中冲压出沉孔或沉槽,以便于与其他部件组装焊接,因此,对沉孔精度的要求极高。
2、现有专利号202123401720.3一种电池盖板加工用成型设备,本实用新型中的定向机构位置不易出现偏差,保证沉孔精度,并且可以根据使用者不同的需求,提供多种定型的方式供使用者选择。
3、基于上述,本发明人发现:上述专利利用定型机构对盖板本体进行冲压沉孔,然盖板本体周围缺乏限位结构,冲压时,盖板本体容易出现偏移,进而降低了沉孔精度,另外,该设备仅适用于单一盖板冲压沉孔,需要人工手动上下料,工作效率相对较低的同时,还增加了人工成本,于是,有鉴于此,针对现有的结构予以研究改良,提供一种电池盖板加工用成型设备,以期达到更具有更加实用价值性的目的。
技术实现思路
1、1.要解决的技术问题
2、针对现有技术中存在的问题,本实用新型的目的在于提供一种电池盖板加工用成型设备,它可以实现防止盖板本体周围缺乏限位结构,冲压时,盖板本体容易出现偏移,进而降低了沉孔精度,另外,该设备仅适用于单一盖板冲压沉孔,需要人工手动上下料,工作效率相对较低的同时,还增加了人工成本的问题。
3、2.技术方案
4、为解决上述问题,本实用新型采用如下的技术方案。
5、一种电池盖板加工用成型设备,包括主架,所述主架的下方固定安装有撑架,所述撑架的上方活动连接有模板座,所述撑架的一侧固定安装有安装架,所述安装架的上方设置有驱动件,所述驱动件的下方活动连接有冲压件,所述模板座的一侧活动连接有夹持件,所述主架的上部固定设有感应器,所述感应器的一侧设置有限位挡板,所述主架的一侧固定安装有输送带,所述输送带的一侧固定安装有外护架。
6、进一步的,所述主架的上方两侧分别固定设有上料缓冲区和下料缓冲区,所述上料缓冲区和下料缓冲区的中间位置固定设有导轨,所述导轨设为两组,且导轨与模板座滑动连接。
7、进一步的,所述模板座的两侧固定设有固定板,所述固定板的上方两侧设有调节开关,所述模板座的内侧固定设有放置区。
8、进一步的,所述冲压件的包含两组定位板、四组液压杆和一组冲压头,所述液压杆对称设于定位板的两侧,所述冲压头设于定位板中间位置。
9、进一步的,每组所述模板座配备两组夹持件,所述夹持件于模板座的两侧相对称。
10、进一步的,所述夹持件包含伸缩件、推板、橡胶板和通风口,每组所述夹持件配备四组伸缩件,所述橡胶板固定安装于推板一侧,且橡胶板的外表壁设有多组通风口。
11、进一步的,所述限位挡板的下方设有收纳框,所述收纳框的内侧设有安装块,所述安装块的下方固定设有回位弹簧,每两个所述安装块配备一个回位弹簧为一组,共设为四组,对称设于收纳框的内部两侧,所述安装块与限位挡板固定连接。
12、3.有益效果
13、相比于现有技术,本实用新型的优点在于:
14、(1)本方案,通过设置两组夹持件对称设于模板座两侧,根据电池盖板尺寸,利用调节开关调节两组橡胶板的间距,再利用驱动件带动冲压件对模板座上的电池盖板进行冲压沉孔处理,电池盖板不会出现偏移,沉孔精度高。
15、(2)本方案,通过设置上料缓冲区和下料缓冲区缓冲电池盖板的上料和下料,利用导轨辅助模板座移动至冲压位置,再利用感应器配合限位挡板对模板座进行限位,可实现连续地冲压沉孔,适用于生产线生产,无需人工手动上下料,工作效率高的同时还减低了人工成本。
技术特征:
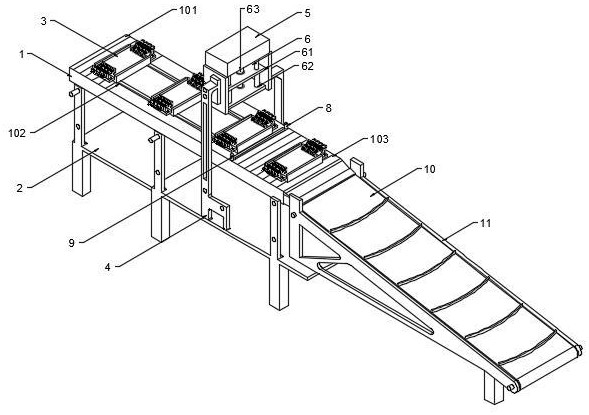
1.一种电池盖板加工用成型设备,包括主架(1),其特征在于:所述主架(1)的下方固定安装有撑架(2),所述撑架(2)的上方活动连接有模板座(3),所述撑架(2)的一侧固定安装有安装架(4),所述安装架(4)的上方设置有驱动件(5),所述驱动件(5)的下方活动连接有冲压件(6),所述模板座(3)的一侧活动连接有夹持件(7),所述主架(1)的上部固定设有感应器(8),所述感应器(8)的一侧设置有限位挡板(9),所述主架(1)的一侧固定安装有输送带(10),所述输送带(10)的一侧固定安装有外护架(11)。
2.根据权利要求1所述的一种电池盖板加工用成型设备,其特征在于:所述主架(1)的上方两侧分别固定设有上料缓冲区(101)和下料缓冲区(103),所述上料缓冲区(101)和下料缓冲区(103)的中间位置固定设有导轨(102),所述导轨(102)设为两组,且导轨(102)与模板座(3)滑动连接。
3.根据权利要求1所述的一种电池盖板加工用成型设备,其特征在于:所述模板座(3)的两侧固定设有固定板(31),所述固定板(31)的上方两侧设有调节开关(32),所述模板座(3)的内侧固定设有放置区(33)。
4.根据权利要求1所述的一种电池盖板加工用成型设备,其特征在于:所述冲压件(6)的包含两组定位板(61)、四组液压杆(62)和一组冲压头(63),所述液压杆(62)对称设于定位板(61)的两侧,所述冲压头(63)设于定位板(61)中间位置。
5.根据权利要求1所述的一种电池盖板加工用成型设备,其特征在于:每组所述模板座(3)配备两组夹持件(7),所述夹持件(7)于模板座(3)的两侧相对称。
6.根据权利要求1所述的一种电池盖板加工用成型设备,其特征在于:所述夹持件(7)包含伸缩件(71)、推板(72)、橡胶板(73)和通风口(74),每组所述夹持件(7)配备四组伸缩件(71),所述橡胶板(73)固定安装于推板(72)一侧,且橡胶板(73)的外表壁设有多组通风口(74)。
7.根据权利要求1所述的一种电池盖板加工用成型设备,其特征在于:所述限位挡板(9)的下方设有收纳框(91),所述收纳框(91)的内侧设有安装块(92),所述安装块(92)的下方固定设有回位弹簧(93),每两个所述安装块(92)配备一个回位弹簧(93)为一组,共设为四组,对称设于收纳框(91)的内部两侧,所述安装块(92)与限位挡板(9)固定连接。
技术总结
本技术公开了一种电池盖板加工用成型设备,属于电池盖板加工领域,一种电池盖板加工用成型设备,包括主架,所述主架的下方固定安装有撑架,所述撑架的上方活动连接有模板座,所述撑架的一侧固定安装有安装架,所述安装架的上方设置有驱动件,所述驱动件的下方活动连接有冲压件,所述模板座的一侧活动连接有夹持件,所述主架的上部固定设有感应器,所述感应器的一侧设置有限位挡板,所述主架的一侧固定安装有输送带;通过设置两组夹持件对称设于模板座两侧,根据电池盖板尺寸,利用调节开关调节两组橡胶板的间距,再利用驱动件带动冲压件对模板座上的电池盖板进行冲压沉孔处理,电池盖板不会出现偏移,沉孔精度高。
技术研发人员:邢莹,吕建超
受保护的技术使用者:汉米尔特(天津)机械有限公司
技术研发日:20230902
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!