一种适用于热连轧卷取机的带钢矫正装置的制作方法
本技术涉及一种带钢位置矫正装置,特别是一种能够在带钢进入卷取机之前进行对中矫正的装置,属于热连轧设备。
背景技术:
1、在热连轧的生产过程中,带钢经由输出辊道传送至卷取机处进行卷取处理,将带钢板卷取成钢卷;带钢位移至卷筒后,卷筒卷上带钢并保持一定位置用固定的压力将带钢夹住,然后进行卷取;在此过程中,带钢在输出辊道上的位置极为重要,如果带钢在输出辊道上跑偏,会导致最后卷取出来的钢卷端部呈塔型,不再是标准的圆柱形,影响了产品质量;目前,对于带钢的对中校准,是通过固定式导板来完成的,带钢在两侧的导板矫正下移动并进行矫正;一旦产品批次变化,带钢的宽度发生了变化,需要手动调整导板的间距,较为耗时耗力且效率低下;而且,导板在使用一段时间后,其会自然下垂触压在托辊上,对托辊造成了磨损;故需要一种带钢矫正装置,要求它能够可靠地对输出辊道上的带钢进行矫正处理。
技术实现思路
1、本实用新型的目的在于克服现有技术的不足,提供一种适用于热连轧卷取机的带钢矫正装置,它能够可靠地对带钢进行矫正。
2、本实用新型所述问题是通过以下技术方案解决的:
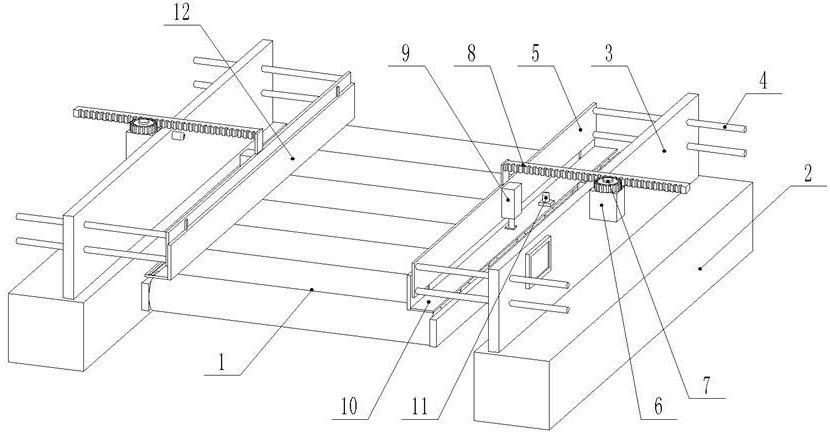
3、一种适用于热连轧卷取机的带钢矫正装置,包括矫正部分,矫正部分的数量为两个,且其对称设置在输出辊道的两侧;所述矫正部分包括位移机构、垂直微调机构和矫正机构;所述位移机构设置在输出辊道的一侧;所述垂直微调机构设置在位移机构上,且矫正机构设置在垂直微调机构上;所述位移机构包括底座、立板、导向杆、位移板和驱动件;所述底座设置在地面上,且其位于输出辊道的一侧;所述立板设置在底座的上端面;所述位移板的端面四角均设置有导向杆,立板的四角均设置有导向孔,且各个导向孔内均穿设有导向杆;所述驱动件设置在位移板和立板之间。
4、上述适用于热连轧卷取机的带钢矫正装置,所述驱动件包括第一电机、齿轮、齿条和第一红外测距传感器;所述第一电机的壳体设置在立板侧壁上,且其输出轴设置有齿轮;所述位移板的上端面中心设置有连接板,且连接板上设置有齿条;所述齿条的端面沿着其长度方向设置有导向条,立板的顶端面设置有滑槽,且齿条的导向条滑动设置在立板顶端滑槽内;所述齿轮与齿条啮合传动连接;所述齿条的长度方向线与输出辊道上的托辊轴心线平行;所述第一红外测距传感器设置在立板靠近位移板的端面上,且第一红外测距传感器的红外发射端指向位移板;所述第一电机的信号输入端与cpu的信号输出端连接;所述第一红外测距传感器的信号输出端与cpu的信号输入端连接。
5、上述适用于热连轧卷取机的带钢矫正装置,所述垂直微调机构包括电缸、水平板和第二红外测距传感器;所述电缸的壳体设置在位移板靠近立板端面的顶端,且电缸活塞杆端部设置有水平板,水平板位于位移板的正下方;所述第二红外测距传感器设置在水平板的上端面,且水平板上设置有垂直向的孔,第二红外测距传感器的红外发射端穿过水平板上的孔指向托辊最上端;所述第二红外测距传感器的信号输出端与cpu的信号输入端连接。
6、上述适用于热连轧卷取机的带钢矫正装置,所述矫正机构包括导向板和限位条;所述导向板设置在水平板上端面远离立板的一端;所述导向板靠近位移板的端面上设置有垂直向的限位条,位移板靠近导向板的端面上设置有垂直向的限位槽,且导向板上的限位条滑动设置在位移板的限位槽上;所述导向板相比位移板更靠近输出辊道的中心线;所述导向板的长度方向线与输出辊道的运输方向线平行。
7、上述适用于热连轧卷取机的带钢矫正装置,所述导向杆的轴心线与输出辊道上的托辊轴心线平行;所述立板的端面上设置有显示屏,且显示屏的信号输入端与cpu的信号输出端连接。
8、本实用新型通过位移机构有效地调整了两个导向板之间的间距,进而适配了带钢的宽度,通过垂直微调机构有效地调整了导向板与托辊之间的距离,确保导向板的底端不与托辊接触,避免了导向板与托辊接触摩擦导致托辊过度磨损。
技术特征:
1.一种适用于热连轧卷取机的带钢矫正装置,其特征在于:包括矫正部分,矫正部分的数量为两个,且其对称设置在输出辊道(1)的两侧;所述矫正部分包括位移机构、垂直微调机构和矫正机构;所述位移机构设置在输出辊道(1)的一侧;所述垂直微调机构设置在位移机构上,且矫正机构设置在垂直微调机构上;所述位移机构包括底座(2)、立板(3)、导向杆(4)、位移板(5)和驱动件;所述底座(2)设置在地面上,且其位于输出辊道(1)的一侧;所述立板(3)设置在底座(2)的上端面;所述位移板(5)的端面四角均设置有导向杆(4),立板(3)的四角均设置有导向孔,且各个导向孔内均穿设有导向杆(4);所述驱动件设置在位移板(5)和立板(3)之间。
2.根据权利要求1所述的适用于热连轧卷取机的带钢矫正装置,其特征在于:所述驱动件包括第一电机(6)、齿轮(7)、齿条(8)和第一红外测距传感器;所述第一电机(6)的壳体设置在立板(3)侧壁上,且其输出轴设置有齿轮(7);所述位移板(5)的上端面中心设置有连接板,且连接板上设置有齿条(8);所述齿条(8)的端面沿着其长度方向设置有导向条,立板(3)的顶端面设置有滑槽,且齿条(8)的导向条滑动设置在立板(3)顶端滑槽内;所述齿轮(7)与齿条(8)啮合传动连接;所述齿条(8)的长度方向线与输出辊道(1)上的托辊轴心线平行;所述第一红外测距传感器设置在立板(3)靠近位移板(5)的端面上,且第一红外测距传感器的红外发射端指向位移板(5);所述第一电机(6)的信号输入端与cpu的信号输出端连接;所述第一红外测距传感器的信号输出端与cpu的信号输入端连接。
3.根据权利要求2所述的适用于热连轧卷取机的带钢矫正装置,其特征在于:所述垂直微调机构包括电缸(9)、水平板(10)和第二红外测距传感器(11);所述电缸(9)的壳体设置在位移板(5)靠近立板(3)端面的顶端,且电缸(9)活塞杆端部设置有水平板(10),水平板(10)位于位移板(5)的正下方;所述第二红外测距传感器(11)设置在水平板(10)的上端面,且水平板(10)上设置有垂直向的孔,第二红外测距传感器(11)的红外发射端穿过水平板(10)上的孔指向托辊最上端;所述第二红外测距传感器(11)的信号输出端与cpu的信号输入端连接。
4.根据权利要求3所述的适用于热连轧卷取机的带钢矫正装置,其特征在于:所述矫正机构包括导向板(12)和限位条;所述导向板(12)设置在水平板(10)上端面远离立板(3)的一端;所述导向板(12)靠近位移板(5)的端面上设置有垂直向的限位条,位移板(5)靠近导向板(12)的端面上设置有垂直向的限位槽,且导向板(12)上的限位条滑动设置在位移板(5)的限位槽上;所述导向板(12)相比位移板(5)更靠近输出辊道(1)的中心线;所述导向板(12)的长度方向线与输出辊道(1)的运输方向线平行。
5.根据权利要求4所述的适用于热连轧卷取机的带钢矫正装置,其特征在于:所述导向杆(4)的轴心线与输出辊道(1)上的托辊轴心线平行;所述立板的端面上设置有显示屏,且显示屏的信号输入端与cpu的信号输出端连接。
技术总结
一种适用于热连轧卷取机的带钢矫正装置,包括矫正部分,矫正部分的数量为两个,且其对称设置在输出辊道的两侧;所述矫正部分包括位移机构、垂直微调机构和矫正机构;所述位移机构设置在输出辊道的一侧;所述垂直微调机构设置在位移机构上,且矫正机构设置在垂直微调机构上;所述位移机构包括底座、立板、导向杆、位移板和驱动件;所述底座设置在地面上,且其位于输出辊道的一侧;所述立板设置在底座的上端面;所述位移板的端面四角均设置有导向杆,立板的四角均设置有导向孔,且各个导向孔内均穿设有导向杆;所述驱动件设置在位移板和立板之间。本技术有效地对带钢进行了矫正处理,确保了卷取作业的高质量的完成。
技术研发人员:邢建辉,梅燕斌,张庆军,米会强,赵旭朝,王建胜,侯胜明,郑延卿
受保护的技术使用者:德龙钢铁有限公司
技术研发日:20230905
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!