螺母攻丝用定位装置的制作方法
本技术涉及紧固件加工领域,特别涉及一种螺母攻丝用定位装置。
背景技术:
1、螺母是将机械设备紧密连接起来的零件,通过内侧的螺纹,同等规格螺母和螺栓才能连接在一起,螺母分为碳钢、不锈钢、有色金属(如铜)等几大类型,具有便于安装、拆卸方便以及可重复使用等特征,其中螺母攻丝是螺母加工的重要一环,主要是利用一定的扭矩将丝锥旋入要钻的底孔中加工出内螺纹。
2、目前,丝杠螺母批量化攻丝过程中所存在的以下难题:传统的螺母攻丝装置大多只能针对单个螺母进行螺纹攻丝,需要逐个对螺母进行安装固定后再对其进行攻丝,然后在解除其限位固定并取出,接着对下一个丝杠螺母进行固定并攻丝。这个过程中,需要手动固定,从而使得人工劳动强度大,工作效率低,并且容易导致产品一致性差。
技术实现思路
1、本实用新型旨在解决上述问题,而提供一种可提高加工效率,并提高固定的稳定性、可靠性的螺母攻丝用定位装置。
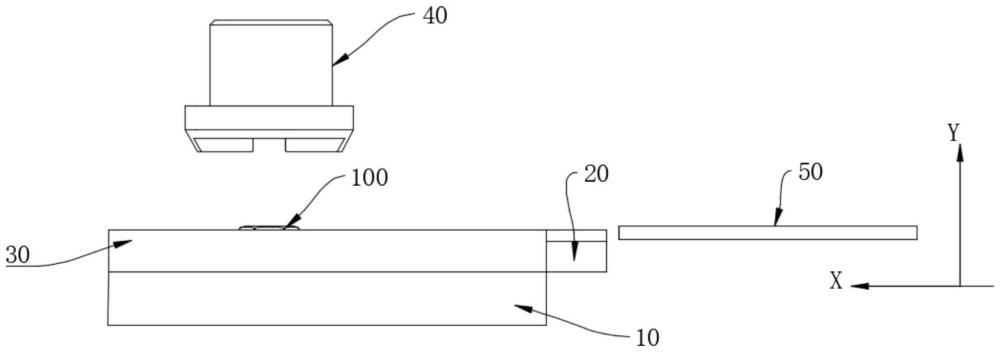
2、为解决上述问题,本实用新型提供了一种螺母攻丝用定位装置,其特征在于,其包括底座、第一导轨、第二导轨、定位件和推杆,所述第一导轨和第二导轨固定设于所述底座上并沿第一方向x延伸设置,所述第一导轨和第二导轨间隔而形成引导槽;所述定位件沿第二方向y活动设置而可靠近或远离所述引导槽,所述定位件可与所述引导槽之间形成固定待攻丝螺母的装夹位;所述推杆沿所述第一方向x活动设置而可进入或退出所述引导槽。
3、进一步地,所述引导槽在所述装夹位处被构造成与所述待攻丝螺母形成干涉配合;所述引导槽在所述装夹位以外的位置处被构造成与所述待攻丝螺母形成间隙配合。
4、进一步地,所述引导槽朝向于所述推杆的一端设有扩口部,所述扩口部可与所述待攻丝螺母之间形成0.2~0.5mm的间隙。
5、进一步地,所述定位件包括主体部和定位部,所述主体部设有沿第二方向y贯通的轴孔;所述定位部凸出的设于所述主体部的端面上,在所述定位部上设有定位孔,所述定位孔与所述轴孔贯通。
6、进一步地,所述定位孔被构造成具有第一壁部、第二壁部、第三壁部和第四壁部,第一壁部与第四壁部间隔而形成第一开口,第二壁部与第三壁部间隔而形成第二开口,所述第一壁部、第二壁部、第三壁部和第四壁部在所述主体部上的投影位于正六边形的四个边上。
7、进一步地,所述定位孔与所述待攻丝螺母之间为间隙配合,其间隙量为0.03~0.06mm。
8、进一步地,所述定位孔的中心轴线与所述轴孔的中心轴线重合。
9、进一步地,在所述第一导轨上设有第一销轴孔和第一螺纹孔;在所述第二导轨上设有第二销轴孔和第二螺纹孔,在所述底座上设有第三销轴孔、第四销轴孔、第三螺纹孔和第四螺纹孔;所述第一导轨和所述底座通过装设于所述第一销轴孔和第三销轴孔内的第一销轴进行定位装配,并通过装设于所述第一螺纹孔和第二螺纹孔内的第一螺纹紧固件进行螺纹固定连接;所述第二导轨和所述底座通过装设于所述第二销轴孔和第四销轴孔内的第二销轴进行定位装配,并通过装设于所述第二螺纹孔和第四螺纹孔内的第二螺纹紧固件进行螺纹固定连接。
10、进一步地,所述推杆的朝向于所述引导槽的一端设有v型开口槽,所述v型开口槽包括夹角呈120°的第一槽壁和第二槽壁,所述第一槽壁和第二槽壁平行于所述第二方向y,且第一槽壁与第一方向x之间的夹角,和第二槽壁与第一方向x之间的夹角角度一致。
11、进一步地,所述第一导轨包括第一主体部和突出于第一主体部侧壁的第一凸沿部,所述第一凸沿部与所述底座平行间隔;所述第二导轨包括第二主体部和突出于第二主体部侧壁的第二凸沿部,所述第二凸沿部与所述底座平行间隔;所述第一主体部与第二主体部相间隔而形成第一槽部,所述第一凸沿部与第二凸沿部相间隔而形成第二槽部,所述第一槽部和第二槽部构成所述引导槽。
12、本实用新型的有益贡献在于,其有效解决了上述问题。本实用新型的螺母攻丝用定位装置通过底座、第一导轨和第二导轨形成引导槽,并设置推杆进行自动推送,并设有定位件进行定位夹紧,使用时,只需将待攻丝螺母放置在引导槽的起始端,推杆便会自动将螺母推入目标位置,并通过定位件进行夹紧固定,从而方便进行攻丝作业;待攻丝完成后,推杆自动将螺母推离引导槽,进入下一次工作循环。本实用新型的螺母攻丝用定位装置可实现快速的上料、下料,其可提高生产效率;此外,本申请通过设计螺母与引导槽、定位件之间的合理配合间隙,可提高工件装夹的稳定性、可靠性。本实用新型的螺母攻丝用的定位装置拆装简单,易于使用,其加工出的产品一致性好,其具有很强的实用性,可在同类产品中推广使用。
技术特征:
1.一种螺母攻丝用定位装置,其特征在于,其包括:
2.如权利要求1所述的螺母攻丝用定位装置,其特征在于,
3.如权利要求1所述的螺母攻丝用定位装置,其特征在于,所述引导槽(60)朝向于所述推杆(50)的一端设有扩口部(61),所述扩口部(61)可与所述待攻丝螺母(100)之间形成0.2~0.5mm的间隙。
4.如权利要求1所述的螺母攻丝用定位装置,其特征在于,所述定位件(40)包括:
5.如权利要求4所述的螺母攻丝用定位装置,其特征在于,所述定位孔(44)被构造成具有第一壁部(441)、第二壁部(442)、第三壁部(443)和第四壁部(444),第一壁部(441)与第四壁部(444)间隔而形成第一开口(445),第二壁部(442)与第三壁部(443)间隔而形成第二开口(446),所述第一壁部(441)、第二壁部(442)、第三壁部(443)和第四壁部(444)在所述主体部(41)上的投影位于正六边形的四个边上。
6.如权利要求5所述的螺母攻丝用定位装置,其特征在于,所述定位孔(44)与所述待攻丝螺母(100)之间为间隙配合,其间隙量为0.03~0.06mm。
7.如权利要求4所述的螺母攻丝用定位装置,其特征在于,所述定位孔(44)的中心轴线与所述轴孔(43)的中心轴线重合。
8.如权利要求1所述的螺母攻丝用定位装置,其特征在于,
9.如权利要求1所述的螺母攻丝用定位装置,其特征在于,所述推杆(50)的朝向于所述引导槽(60)的一端设有v型开口槽(51),所述v型开口槽(51)包括夹角呈120°的第一槽壁(511)和第二槽壁(512),所述第一槽壁(511)和第二槽壁(512)平行于所述第二方向y,且第一槽壁(511)与第一方向x之间的夹角,和第二槽壁(512)与第一方向x之间的夹角角度一致。
10.如权利要求1所述的螺母攻丝用定位装置,其特征在于,
技术总结
一种螺母攻丝用定位装置,包括底座、第一导轨、第二导轨、定位件和推杆,第一导轨和第二导轨固定设于底座上并沿第一方向X延伸设置,第一导轨和第二导轨间隔而形成引导槽;定位件沿第二方向Y活动设置而可靠近或远离引导槽,定位件可与引导槽之间形成固定待攻丝螺母的装夹位;推杆沿第一方向X活动设置而可进入或退出引导槽。使用时,将螺母放置在引导槽的起始端,推杆自动将螺母推入目标位置,定位件进行夹紧固定而方便进行攻丝作业;待攻丝完成后推杆将螺母推离引导槽,进入下一次工作循环。本技术可实现快速上料、下料,其可提高生产效率;此外,本申请通过设计螺母与引导槽、定位件之间的合理配合间隙,可提高工件装夹的稳定性、可靠性。
技术研发人员:王乃文
受保护的技术使用者:深圳亚太航空技术股份有限公司
技术研发日:20230908
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!