一种压缩弹簧定型设备的制作方法
本技术属于弹簧压缩定型,具体涉及一种压缩弹簧定型设备。
背景技术:
1、压缩弹簧的定型是弹簧生产过程中必不可少的一道工序,其消除了弹簧的塑性变形,提高了弹簧使用的稳定性。目前,压缩弹簧的定型往往是通过人员操作压板向压缩弹簧手动施加压力来实现的,由于人工施加压力的随意性,不能保证每个压缩弹簧都施加同样大小的压力,导致弹簧定型的质量参差不齐,整体质量较差。同时,也有一些机械化的定型设备,其自动化程度较低,且结构复杂,制造成本高,不利于企业的发展。
2、因此,针对上述问题,予以进一步改进。
技术实现思路
1、本实用新型的主要目的在于提供一种压缩弹簧定型设备,其通过箱体模块和定型模块对其中的弹簧进行机械自动压缩定型,并且满足所有弹簧收到一致的压力和压缩定型次数,从而保证弹簧的压缩定型质量,其具有结构稳定、安全性高和效率高等优点。
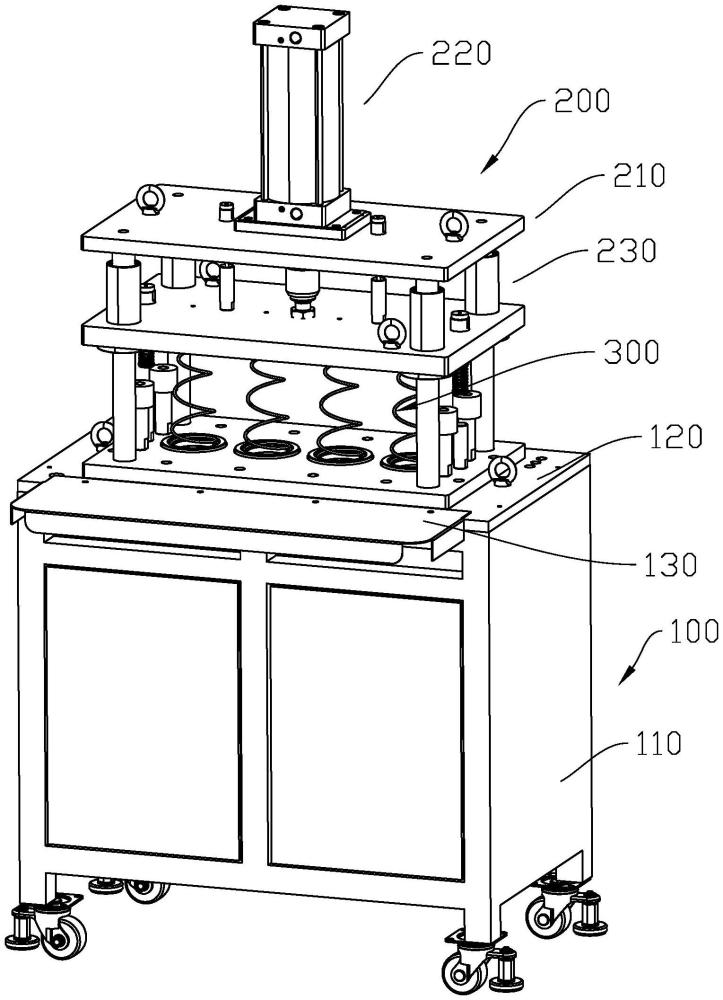
2、为达到以上目的,本实用新型提供一种压缩弹簧定型设备,用于弹簧的压缩定型,包括箱体模块和定型模块,所述定型模块安装于所述箱体模块,其中:
3、所述箱体模块包括柜体、工作台板和置物台板,所述工作台板固定安装于所述柜体的顶端并且所述置物台板安装于所述工作台板;
4、所述定型模块包括定型模板单元、驱动单元和支架单元,所述定型模板单元和所述驱动单元均安装于所述支架单元,其中:
5、所述定型模板单元包括上定型板和下定型板,所述下定型板安装于所述工作台板,所述上定型板靠近所述下定型板的一侧设有若干上安装端并且所述下定型板靠近所述上定型板的一侧设有若干下安装端,所述上安装端和所述下安装端一一对齐并且弹簧安装于所述上安装端和所述下安装端之间;
6、所述驱动单元包括气缸、气缸安装板和推杆,所述气缸安装于所述气缸安装板,所述推杆的一端与所述气缸的驱动端连接并且所述推杆的另一端与所述上定型板远离所述下定型板的一侧连接;
7、所述支架单元包括若干导向柱,所述导向柱顶端与所述气缸安装板连接并且所述导向柱的底端与所述下定型板连接,所述导向柱贯穿位于所述气缸安装板和所述下定型板之间的上定型板并且所述导向柱与所述上定型板的连接处设有导向套(便于上定型板更好的在导向柱上滑动)。
8、作为上述技术方案的进一步优选的技术方案,所述驱动单元设有若干上升缓冲组件,所述上升缓冲组件包括第一缓冲器和第一缓冲柱,所述第一缓冲器安装于所述气缸安装板并且所述第一缓冲柱安装于所述上定型板靠近所述气缸安装板的一侧,所述第一缓冲器和所述第一缓冲柱连接。
9、作为上述技术方案的进一步优选的技术方案,所述驱动单元设有若干下降缓冲组件,所述下降缓冲组件包括第二缓冲器和第二缓冲柱,所述第二缓冲器安装于所述上定型板并且所述第二缓冲柱安装于所述下定型板靠近所述上定型板的一侧,所述第二缓冲器和所述第二缓冲柱连接。
10、作为上述技术方案的进一步优选的技术方案,所述驱动单元设有若干下降限位柱,所述下降限位柱安装于所述下定型板靠近所述上定型板的一侧。
11、作为上述技术方案的进一步优选的技术方案,所述驱动单元设有距离传感器。
技术特征:
1.一种压缩弹簧定型设备,用于弹簧的压缩定型,其特征在于,包括箱体模块和定型模块,所述定型模块安装于所述箱体模块,其中:
2.根据权利要求1所述的一种压缩弹簧定型设备,其特征在于,所述驱动单元设有若干上升缓冲组件,所述上升缓冲组件包括第一缓冲器和第一缓冲柱,所述第一缓冲器安装于所述气缸安装板并且所述第一缓冲柱安装于所述上定型板靠近所述气缸安装板的一侧,所述第一缓冲器和所述第一缓冲柱连接。
3.根据权利要求2所述的一种压缩弹簧定型设备,其特征在于,所述驱动单元设有若干下降缓冲组件,所述下降缓冲组件包括第二缓冲器和第二缓冲柱,所述第二缓冲器安装于所述上定型板并且所述第二缓冲柱安装于所述下定型板靠近所述上定型板的一侧,所述第二缓冲器和所述第二缓冲柱连接。
4.根据权利要求3所述的一种压缩弹簧定型设备,其特征在于,所述驱动单元设有若干下降限位柱,所述下降限位柱安装于所述下定型板靠近所述上定型板的一侧。
5.根据权利要求4所述的一种压缩弹簧定型设备,其特征在于,所述驱动单元设有距离传感器。
技术总结
本技术公开了一种压缩弹簧定型设备,用于弹簧的压缩定型,包括箱体模块和定型模块,所述定型模块安装于所述箱体模块,所述箱体模块包括柜体、工作台板和置物台板,所述工作台板固定安装于所述柜体的顶端并且所述置物台板安装于所述工作台板;所述定型模块包括定型模板单元、驱动单元和支架单元,所述定型模板单元和所述驱动单元均安装于所述支架单元。本技术公开的一种压缩弹簧定型设备,其通过箱体模块和定型模块对其中的弹簧进行机械自动压缩定型,并且满足所有弹簧收到一致的压力和压缩定型次数,从而保证弹簧的压缩定型质量,其具有结构稳定、安全性高和效率高等优点。
技术研发人员:吴萍
受保护的技术使用者:嘉兴市亿盛弹簧有限公司
技术研发日:20230911
技术公布日:2024/5/9
- 还没有人留言评论。精彩留言会获得点赞!