一种高效机械加工液压工装的制作方法
本技术属于液压工装,具体涉及一种高效机械加工液压工装。
背景技术:
1、随着经济的发展,社会的进步,刀阀用于能源基础设施、纸浆和造纸,废水处理,油和气,矿业,食品等各个领域,做为一种气体、液体能源管道中控制元件当中重要的一员,通常的刀阀是由阀体和闸板组成,其中阀体是整个刀阀最重要的零件,阀体的加工尤为重要,直接影响到整个阀门的性能好和坏。
2、现有的刀阀加工方案全靠人工手动校正阀体两边相对理想位置,再手动扭动螺母至压夹紧工件,人为因素因较大,对操作机床人员技能要求较高,辅助工时较长,生产效率低的问题,为此我们提出一种高效机械加工液压工装。
技术实现思路
1、本实用新型的目的在于提供一种高效机械加工液压工装,以解决上述背景技术中提出的现有的刀阀加工方案全靠人工手动校正阀体两边相对理想位置,再手动扭动螺母至压夹紧工件,人为因素因较大,对操作机床人员技能要求较高,辅助工时较长,生产效率低的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种高效机械加工液压工装,包括夹具体,所述夹具体的底部安装有基础板,所述夹具体的一侧顶部安装有尾座,所述夹具体的另一侧顶部安装有立加四轴,所述夹具体的顶部安装有基础板,同时所述夹具体的内侧还设置有六组油路和两组气路,所述夹具体的顶部安装有子板,所述子板的前表面安装有定位盘,所述定位盘上固定夹持有加工零件,所述定位盘的内侧边缘处设置有气检顶头,所述气检顶头上安装有气检销,所述定位盘的边缘处位于所述夹具体上还安装有三个油压杠杆缸压板,所述油压杠杆缸压板的顶部设置有铰链压板,所述定位盘的一侧边缘处安装有伸缩式顶缸,所述定位盘的另一侧边缘处安装有固定支承,所述夹具体的底部设置有零点定位机构。
3、优选的,所述铰链压板延申至所述定位盘的顶部,所述加工零件通过铰链压板固定在定位盘上。
4、优选的,所述零点定位机构包括有两组,且每组所述零点定位机构设置有四个。
5、优选的,两组所述零点定位机构分别与一组油路连接。
6、优选的,所述伸缩式顶缸与其中的两组油路连接,且所述油压杠杆缸压板与剩下的两组油路连接。
7、优选的,所述气检销与气检顶头与夹具体内侧设置的两组气路连接。
8、与现有技术相比,本实用新型的有益效果是:
9、(1)采用该结构的优点在于,零件放置在子板夹具上自动定心,侧面对中并夹紧,减少加工辅助工时,将原来手工装夹需要时间缩短至原来的五分之一,避免人为因素降低工效和产品质量,可以控制生产节拍,提高生产效率了,同时通过两个子板夹具与夹具体通过两组零点定位系统固定,每组中四副零点定位系统其中两副起定位作用,另两副夹紧功能,实现在夹具体上不同零件子板夹具快速更换。
技术特征:
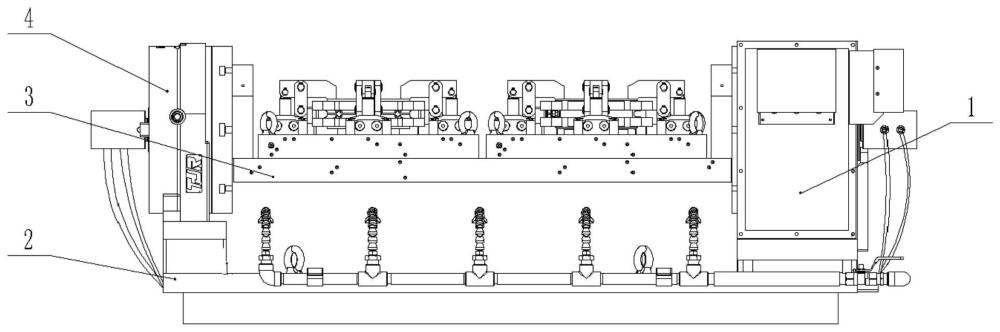
1.一种高效机械加工液压工装,其特征在于:包括夹具体(3),所述夹具体(3)的底部安装有基础板(2),所述夹具体(3)的一侧顶部安装有尾座(4),所述夹具体(3)的另一侧顶部安装有立加四轴(1),所述夹具体(3)的顶部安装有基础板(2),同时所述夹具体(3)的内侧还设置有六组油路和两组气路,所述夹具体(3)的顶部安装有子板(5),所述子板(5)的前表面安装有定位盘(9),所述定位盘(9)上固定夹持有加工零件(8),所述定位盘(9)的内侧边缘处设置有气检顶头(14),所述气检顶头(14)上安装有气检销(13),所述定位盘(9)的边缘处位于所述夹具体(3)上还安装有三个油压杠杆缸压板(6),所述油压杠杆缸压板(6)的顶部设置有铰链压板(11),所述定位盘(9)的一侧边缘处安装有伸缩式顶缸(7),所述定位盘(9)的另一侧边缘处安装有固定支承(10),所述夹具体(3)的底部设置有零点定位机构(12)。
2.根据权利要求1所述的一种高效机械加工液压工装,其特征在于:所述铰链压板(11)延伸至所述定位盘(9)的顶部,所述加工零件(8)通过铰链压板(11)固定在定位盘(9)上。
3.根据权利要求1所述的一种高效机械加工液压工装,其特征在于:所述零点定位机构(12)包括有两组,且每组所述零点定位机构(12)设置有四个。
4.根据权利要求1所述的一种高效机械加工液压工装,其特征在于:两组所述零点定位机构(12)分别与一组油路连接。
5.根据权利要求1所述的一种高效机械加工液压工装,其特征在于:所述伸缩式顶缸(7)与其中的两组油路连接,且所述油压杠杆缸压板(6)与剩下的两组油路连接。
6.根据权利要求1所述的一种高效机械加工液压工装,其特征在于:所述气检销(13)与气检顶头(14)与夹具体(3)内侧设置的两组气路连接。
技术总结
本技术公开了一种高效机械加工液压工装,包括夹具体,所述夹具体的底部安装有基础板,所述夹具体的一侧顶部安装有尾座,所述夹具体的另一侧顶部安装有立加四轴,所述夹具体的顶部安装有基础板,同时所述夹具体的内侧还设置有六组油路和两组气路,所述夹具体的顶部安装有子板,所述子板的前表面安装有定位盘,所述定位盘上固定夹持有加工零件;采用该结构的优点在于,零件放置在子板夹具上自动定心,侧面对中并夹紧,减少加工辅助工时,将原来手工装夹需要时间缩短至原来的五分之一,避免人为因素降低工效和产品质量,可以控制生产节拍,提高生产效率了。
技术研发人员:李双林
受保护的技术使用者:安徽应流机电股份有限公司
技术研发日:20230920
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!