自动定位找正装置及镗铣加工中心的制作方法
本技术涉及镗铣加工中心,尤其涉及一种自动定位找正装置及镗铣加工中心。
背景技术:
1、镗铣加工中心质量性能稳定可靠,可加工较大零件,又可分度回转加工,最适合于多工作面的铣、钻、镗、铰、攻丝、两维、三维曲面等多工序加工,具有在一次装夹中完成箱体孔系和平面加工的良好性能,适合于箱体孔的调头镗孔加工,广泛应用于汽车、内燃机、航空航天、家电、通用机械等行业。
2、在镗铣加工中心工作时,需要将相邻两边的限位块固定,另外两边的限位块可活动调整,工件摆放到定位区域内,两边紧靠固定限位块,活动限位块再压紧。
3、但是,现有技术中的定位装置大多无法反馈定位结果,还需人工确认完成定位后执行下一步操作。
技术实现思路
1、本实用新型提供一种自动定位找正装置及镗铣加工中心,用以解决现有技术中镗铣加工中心的定位装置无法反馈定位结果的缺陷,实现能够检测工件是否水平夹紧,完成自动定位。
2、本实用新型提供一种自动定位找正装置,设置于底板上,用于将工件定位于所述底板的顶部,包括:
3、水平定位装置和压紧检测装置,分别位于所述工件相对的两侧;
4、所述水平定位装置用于水平方向上与所述压紧检测装置共同作用下夹紧所述工件;
5、所述压紧检测装置用于检测所述工件是否夹紧;
6、控制装置,与所述压紧检测装置电连接。
7、根据本实用新型提供的一种自动定位找正装置,还包括竖直定位装置,所述竖直定位装置用于竖直方向上与所述底板共同作用下夹紧所述工件。
8、根据本实用新型提供的一种自动定位找正装置,还包括竖直定位装置,所述竖直定位装置用于竖直方向上与所述底板共同作用下夹紧所述工件。
9、根据本实用新型提供的一种自动定位找正装置,还包括轮廓检测装置,所述轮廓检测装置与所述控制装置连接,所述轮廓检测装置用于检测所述工件尺寸、确定基准面坐标,完成所述工件坐标定位。
10、根据本实用新型提供的一种自动定位找正装置,所述水平定位装置和所述压紧检测装置均设置有多个,且至少一个所述水平定位装置和至少一个所述压紧检测装置设置于所述工件相对的两侧。
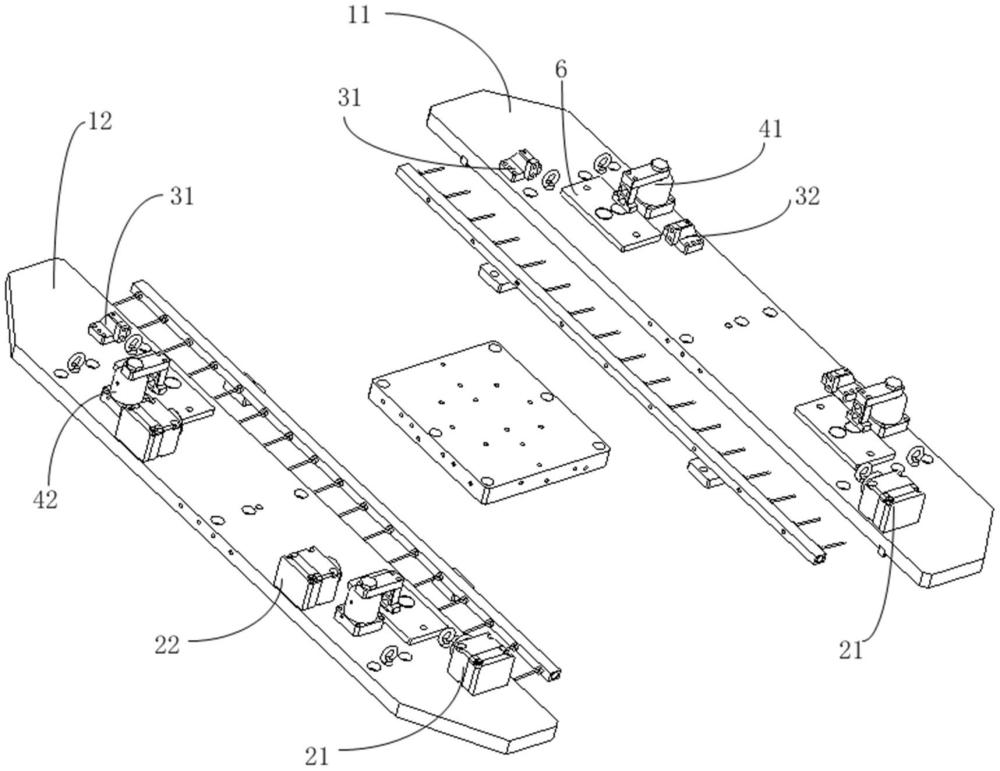
11、根据本实用新型提供的一种自动定位找正装置,所述底板包括固定板和活动板;
12、所述水平定位装置包括第一压紧油缸和第二压紧油缸,所述第一压紧油缸设置有两个,且两个所述第一压紧油缸分别位于所述固定板和所述活动板上;所述第二压紧油缸设置有两个,且两个所述第二压紧油缸均位于所述活动板上;
13、所述压紧检测装置包括第一微动开关和第二微动开关,所述第一微动开关设置有两个,且两个所述第一微动开关分别位于所述固定板和所述活动板上;所述第二微动开关设置有两个,且两个所述第二微动开关均设置于所述固定板上;
14、所述第一微动开关和所述第一压紧油缸对应设置;所述第二微动开关和所述第二压紧油缸对应设置。
15、根据本实用新型提供的一种自动定位找正装置,所述竖直定位装置包括第一旋压油缸和第二旋压油缸,且所述第一旋压油缸设置于所述固定板上,所述第二旋压油缸设置于所述活动板上。
16、根据本实用新型提供的一种自动定位找正装置,所述轮廓检测装置包括:
17、探针部,具有接触点,用于接触所述工件表面;
18、测量部,输入端与所述探针部连接,输出端与所述控制装置连接;所述测量部用于测量工件尺寸,并将所述工件尺寸传递给所述控制装置。
19、根据本实用新型提供的一种自动定位找正装置,所述测量部为多个传感器。
20、根据本实用新型提供的一种自动定位找正装置,还包括垫板,所述垫板与所述竖直定位装置一一对应设置,所述垫板上还设置有重力传感器,所述重力传感器与所述控制装置连接。
21、本实用新型还提供一种镗铣加工中心,包括如上任一项所述的自动定位找正装置。
22、本实用新型提供的自动定位找正装置,通过水平定位装置和压紧检测装置分别位于工件相对的两侧,水平定位装置用于水平方向上与压紧检测装置共同作用下夹紧工件,压紧检测装置能够检测工件是否夹紧,当夹紧后将信号传递给控制装置,开始进入下一步操作;否则控制装置则默认为未夹紧,不会进入下一步操作,通过压紧检测装置的设置,能防止虚夹,便于后续自动化操作。
23、本实用新型还提供一种镗铣加工中心,由于包括如上所述的自动定位找正装置,因此具备如上所述的各种优势。
技术特征:
1.一种自动定位找正装置,设置于底板(1)上,用于将工件(100)定位于所述底板(1)的顶部,其特征在于,包括:
2.根据权利要求1所述的自动定位找正装置,其特征在于,还包括竖直定位装置(4),所述竖直定位装置(4)用于竖直方向上与所述底板(1)共同作用下夹紧所述工件(100)。
3.根据权利要求1所述的自动定位找正装置,其特征在于,还包括轮廓检测装置(5),所述轮廓检测装置(5)与所述控制装置连接,所述轮廓检测装置(5)用于检测所述工件(100)尺寸、确定基准面坐标,完成所述工件坐标定位。
4.根据权利要求1所述的自动定位找正装置,其特征在于,所述水平定位装置(2)和所述压紧检测装置(3)均设置有多个,且至少一个所述水平定位装置(2)和至少一个所述压紧检测装置(3)设置于所述工件(100)相对的两侧。
5.根据权利要求2所述的自动定位找正装置,其特征在于,所述底板(1)包括固定板(11)和活动板(12);
6.根据权利要求5所述的自动定位找正装置,其特征在于,所述竖直定位装置(4)包括第一旋压油缸(41)和第二旋压油缸(42),且所述第一旋压油缸(41)设置于所述固定板(11)上,所述第二旋压油缸(42)设置于所述活动板(12)上。
7.根据权利要求3所述的自动定位找正装置,其特征在于,所述轮廓检测装置(5)包括:
8.根据权利要求7所述的自动定位找正装置,其特征在于,所述测量部为多个传感器。
9.根据权利要求2所述的自动定位找正装置,其特征在于,还包括垫板(6),所述垫板(6)与所述竖直定位装置(4)一一对应设置,所述垫板(6)上还设置有重力传感器,所述重力传感器与所述控制装置连接。
10.一种镗铣加工中心,其特征在于,包括权利要求1至9任一项所述的自动定位找正装置。
技术总结
本技术涉及镗铣加工中心技术领域,提供一种自动定位找正装置及镗铣加工中心,自动定位找正装置包括水平定位装置和压紧检测装置,分别位于工件相对的两侧;水平定位装置用于水平方向上与压紧检测装置共同作用下夹紧工件;压紧检测装置用于检测工件是否夹紧;控制装置,与压紧检测装置电连接。本技术通过水平定位装置和压紧检测装置分别位于工件相对的两侧,水平定位装置用于水平方向上与压紧检测装置共同作用下夹紧工件,压紧检测装置能够检测工件是否夹紧,当夹紧后将信号传递给控制装置,开始进入下一步操作;否则控制装置则默认为未夹紧,不会进入下一步操作,通过压紧检测装置的设置,能防止虚夹,便于后续自动化操作。
技术研发人员:王伟,张骠,张聪洋,朱永进,张欢
受保护的技术使用者:常德市三一机械有限公司
技术研发日:20230921
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!